Цикл резьбы g31, Смотри, Цикл резьбы g31" на странице 249). g31 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 249: 22 цик л ы нарез ания резьбы
HEIDENHAIN CNC PILOT 4290
249
4.22
Цик
л
ы
нарез
ания
резьбы
Цикл резьбы G31
G31 изготавливает определенные с помощью G24-, G34- или G37-
Geo простые, цепные или многозаходные резьбы. CNC PILOT
распознает наружные или внутренние резьбы на основании
определения инструмента.
Длина захода B: суппорту необходим заход перед самой
резьбой, чтобы ускориться на запрограммированную скорость
подачи.
Пример: G31 Часть1
. . .
ГОТОВАЯ ДЕТАЛЬ
N 2 G0 X16 Z0
N 3 G52 P2 H1
N 4 G95 F0.8
N 5 G1 Z-18
N 6 G25 H7 I1.15 K5.2 R0.8 W30
N 7 G37 Q12 F2 P0.8 A30 W30
. . .
ОБРАБОТКА
N 33 G14 Q0 M108
N 30 T9 G97 S1000 M3
N 34 G47 P2
N 35 G31 NS5 B5 P0 V0 H1
N 36 G0 X110 Z20
N 38 G47 M109
. . .
Параметры
NS
Номер кадра (привязка к базовому элементу G1-Geo;
цепные резьбы: номер кадра первого базового элемента)
I
Максимальное врезание
B
Длина захода – без ввода: длина захода определяется из
расположенных рядом выточек форм или врезок. При их
отсутствии "длина захода резьбы" действует из
параметра обработки 7.
P
Длина перебега – без ввода: длина перебега
определяется из расположенных рядом выточек форм
или врезок. При их отсутствии "длина сбега резьбы"
действует из параметра обработки 7.
D
Направление нарезания (привязка: направление
определения базового элемента) – (умолчание: 0)
D=0: то же самое направление
D=1: противоположное направление
V
Тип подачи на врезание (умолчание: 0)
V=0: постоянное сечение стружки при всех срезах
V=1: постоянная подача на врезание
V=2: с распределением остаточного среза Первая
подача на врезание = "остаток" деления глубины
резьбы/глубина резания. "Последний проход"
разделяется на 1/2-, 1/4-, 1/8- и 1/8-прохода.
V=3: подача на врезание вычисляется из шага резьбы и
частоты вращения
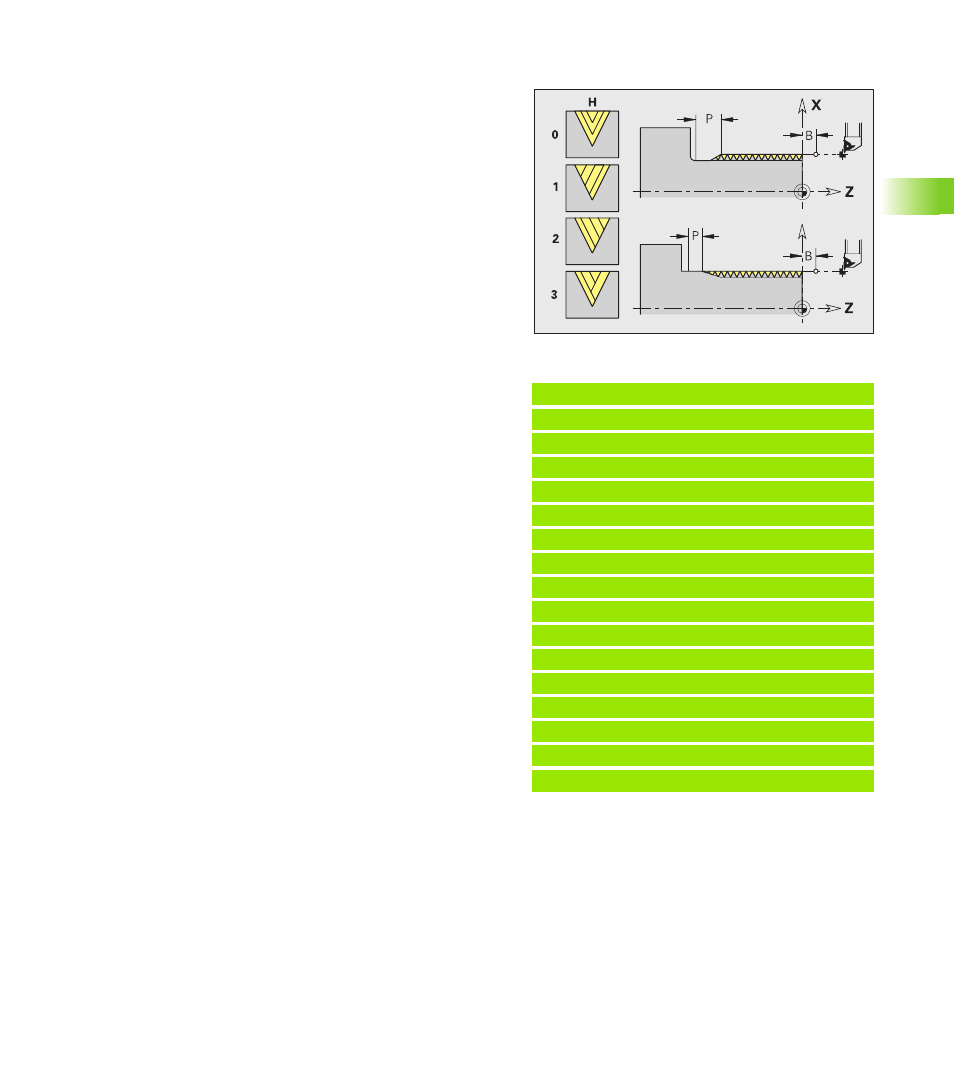
H
Тип смещения для выглаживания боковых поверхностей
резьбы (по умолчанию: 0)
H=0: без смещения
H=1: смещение влево
H=2: смещение вправо
H=3: смещение попеременно справа/слева
Q
Количество холостых срезов после последнего резания
(для снижения давления от резания в основании резьбы)
– (по умолчанию: 0)
C
Стартовый угол (начало резьбы определено по
отношению не к центрально-симметричным элементам
контура) – (по умолчанию: 0)