Цикл радиуса g87 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 246
246
4.21
Про
стые
цик
лы
то
ч
е
н
и
я
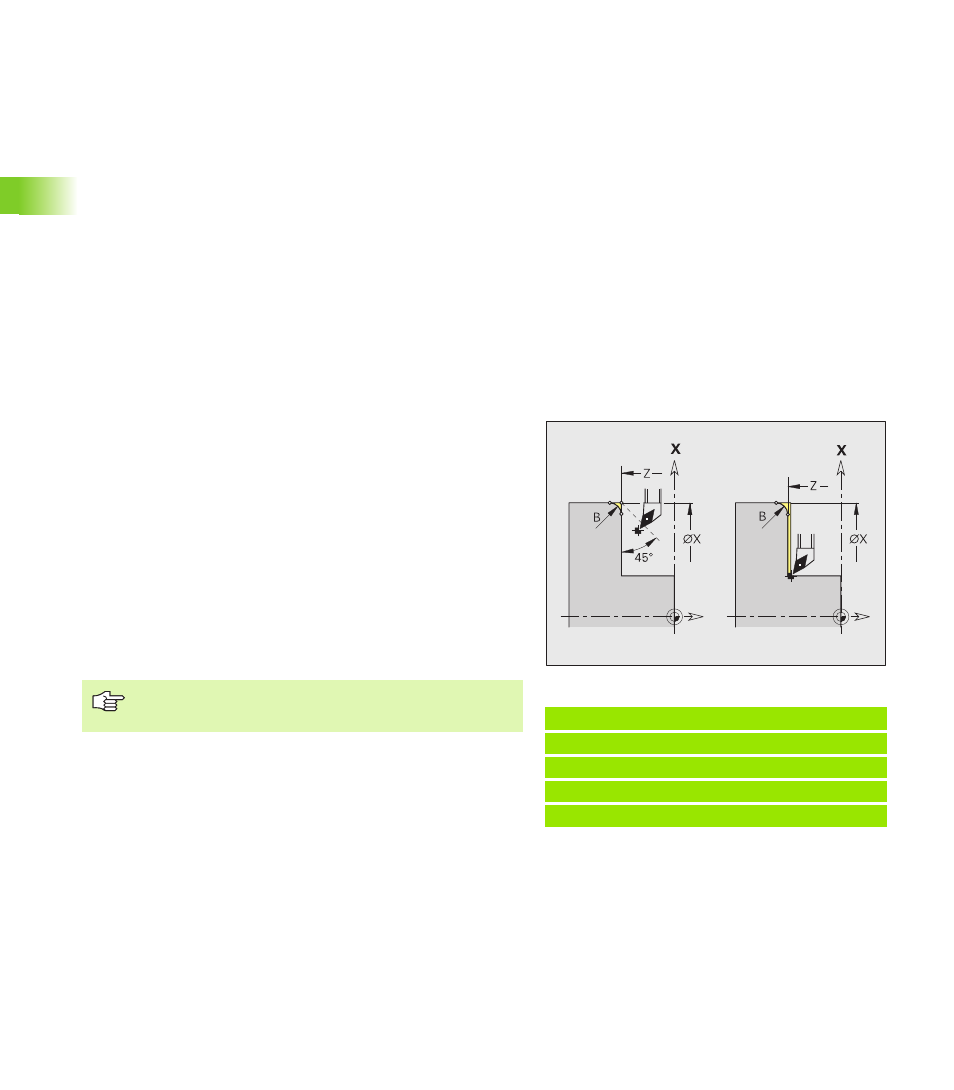
Цикл радиуса G87
G87 производит переходные радиусы на прямоугольных,
параллельных к оси внутренних и наружных углах. Направление
выводится из "положения/направления обработки" инструмента.
Предыдущий продольный или поперечный элемент
обрабатывается, если инструмент перед отработкой цикла
находится в координате X или Z угловой точки.
Ход цикла
1 Рассчитывает распределение проходов
максимальное смеение: SBF * ширину режущей кромки
(SBF: смотри параметр обработки 6)
2 Подводит параллельно оси на ускоренном ходу на
безопасное расстояние.
3 Проводит прорезку с учетом припуска на чистовую
обработку.
4 Без припуска на чистовую обработку: ожидает время "E"
5 Отводится и снова добавляет подачу на врезание.
6 Повторяет 2..4 раза, пока не будет выполнена прорезка.
7 С припуском на чистовую обработку: проводит чистовую
обработку прорезки
8 Возвращается на ускоренном ходу параллельно оси на
стартовую точку.
Пример: G87
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2 [радиус]
Параметры
X
Угловая точка (диаметральный размер)
Z
Угловая точка
B
Радиус
E
Уменьшенная подача (по умолчанию: активная подача)
Проводится коррекция радиуса режущей кромки.
Припуски не рассчитываются.