Цикл выточки g85 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 243
HEIDENHAIN CNC PILOT 4290
243
4.21
Про
стые
цик
лы
то
ч
е
н
и
я
Цикл выточки G85
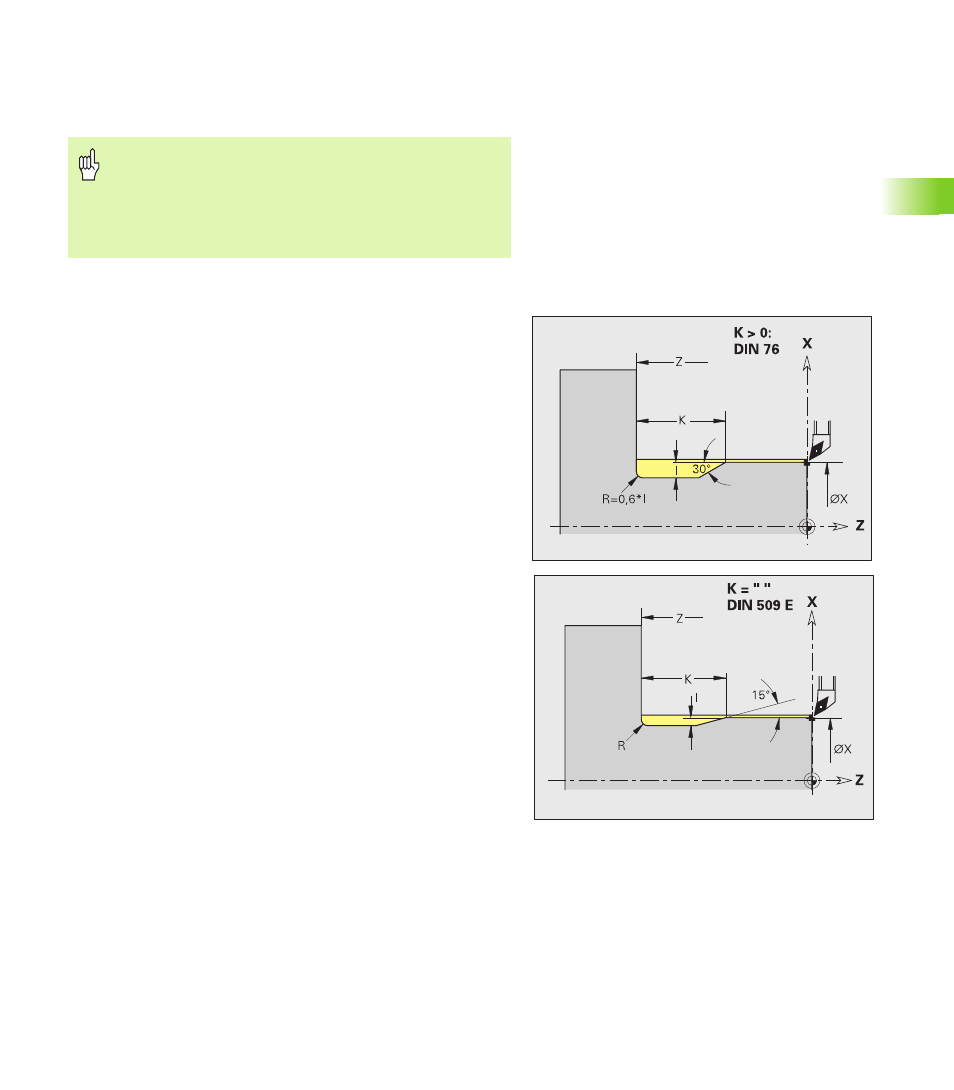
G85 производит выточки согласно DIN 509 E, DIN 509 F и DIN 76
(выточка резьбы). CNC PILOT принимает решение о типе выточки
на основании "K".
G85 обрабатывает передний цилиндр, если инструмент
установлен на диаметр X "перед" цилиндром.
Скругление резьбовой выточки производится с радиусом 0,6 * I.
5 Повторяет 2..4 раза, пока не будет достигнута "целевая
точка контура".
6 Отводит назад на стартовую точку кадра.
Осторожно, опасность столкновения!
После прохода инструмент возвращается назад по
диагонали, добавляя подачу для следующего реза.
Если необходимо, запрограммируйте дополнительную
траекторию ускоренного перемещения во избежание
столкновения.
Параметры
X
Целевая точка (диаметральный размер)
Z
Целевая точка
I
Глубина (размер радиуса)
DIN 509 E, F: припуск для шлифования (по
умолчанию: 0)
DIN 76: глубина выточки
K
Ширина и тип выточки
K не введен: DIN 509 E
K=0: DIN 509 F
K>0: ширина выточки для DIN 76
E
Уменьшенная подача для изготовления выточки (по
умолчанию: активная подача)
См. также следующие таблицы