Резьба-отдельный ход g33, Смотри "резьба-отдельный ход, G33" на странице 253). g3 – Инструкция по эксплуатации HEIDENHAIN CNC Pilot 4290 V7.1
Страница 253: 22 цик л ы нарез ания резьбы
HEIDENHAIN CNC PILOT 4290
253
4.22
Цик
л
ы
нарез
ания
резьбы
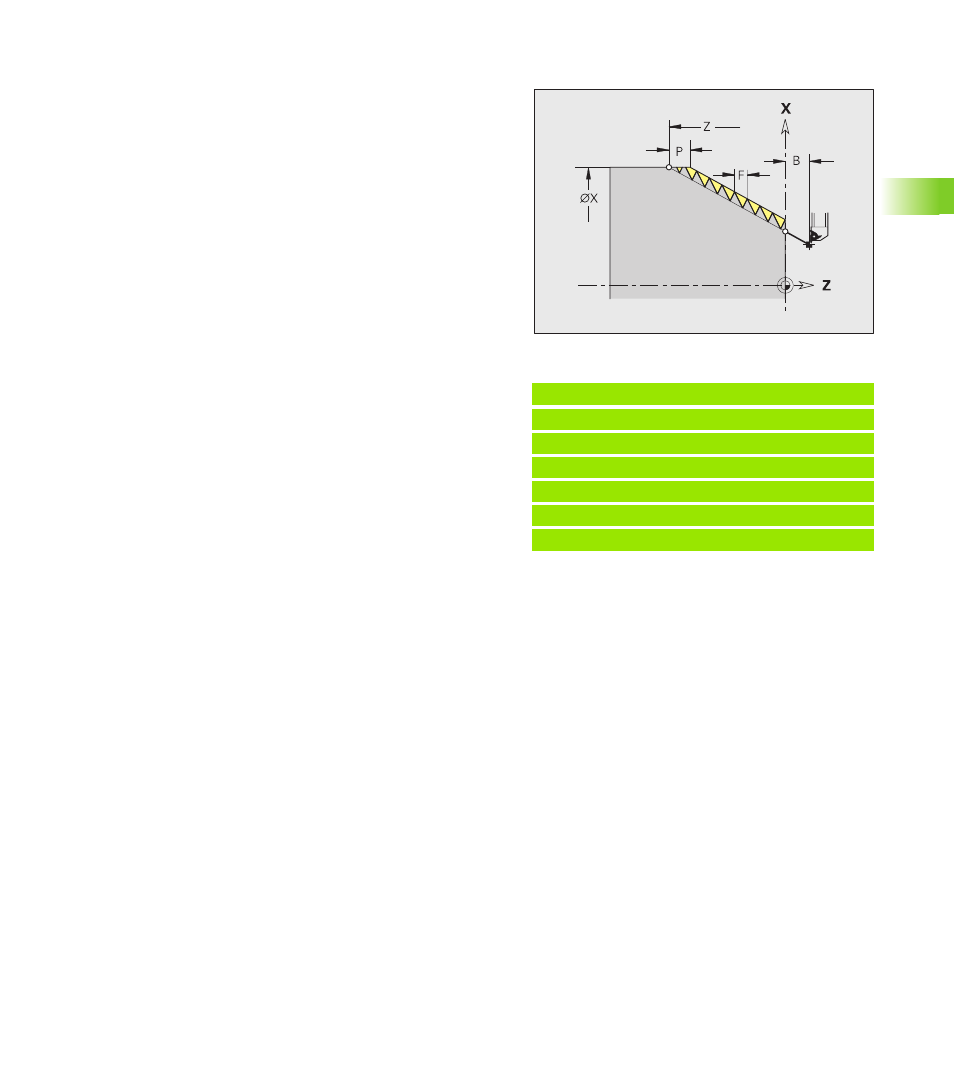
Резьба-отдельный ход G33
G33 проводит однократную прорезку резьбы. Направление
однопроходной резьбы любое (продольная, коническая или
торцовая; внутренняя или наружная). Путем неоднократного
программирования G33 производится нарезание цепных резьб.
Поместите инструмент перед резьбой на расстоянии "длина
захода В", если необходимо ускорение суппорта до скорости
подачи. Учитывайте "длину перебега P" до "конечной точки
резьбы", если необходимо торможение суппорта.
Длина захода B: суппорту необходим заход перед самой
резьбой, чтобы ускориться на запрограммированную скорость
подачи.
Длина перебега P: суппорту необходим перебег на конце резьбы,
чтобы затормозить суппорт. Учтите, что параллельный оси
отрезок "Р" проходится также и при наклонном выбеге резьбы.
При изготовлении резьбы с предварительным управлением CNC
PILOT проверяет длину захода и перебега. Если траектории
короче, чем вычисленные по следующим формулам, то
управление выдает предупреждение.
Пример: G33
. . .
N1 T5 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G33 X120 Z-80 F1.5 [одноходовая резьба]
N4 G33 X140 Z-122.5 F1.5
N5 G0 X144
. . .
Параметры
X
Конечная точка резьбы (диаметральный размер)
Z
Конечная точка резьбы
F
Подача на один оборот (шаг резьбы)
B
Длина захода (длина траектории ускорения) – по
умолчанию: 0
P
Длина перебега (длина траектории торможения) – по
умолчанию: 0
C
Стартовый угол (начало резьбы определено по
отношению не к центрально-симметричным элементам
контура) – (по умолчанию: 0)
Q
Номер шпинделя
H
Опорное направление для шага резьбы (по умолчанию: 0)
H=0: подача по оси Z для продольной и конической
резьбы до максимально +45°/–45° к оси Z
H=1: подача по оси X для продольной и конической
резьбы до максимально +45°/–45° к оси X
H=3: подача для обработки контура
E
Переменный шаг (по умолчанию: 0)
E=0: постоянный шаг
E>0: увеличивает шаг для каждого поворота на E
E<0: уменьшает шаг для каждого поворота на E