3 юниты – прорезка, Юнит "прорезка контура icp – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 71
HEIDENHAIN MANUALplus 620, CNC PILOT 640
71
2.3
Юниты
–
Прорезка
2.3 Юниты – Прорезка
Юнит "Прорезка контура ICP"
Юнит производит прорезку контура, описанного в разделе
ГОТОВАЯ ДЕТАЛЬ, аксиально/радиально "NS после NE". Если в
FK задан вспомогательный контур, то он используется.
Имя юнита: G860_ICP / Цикл: G860 (см. страницу 282)
Доступ к технологической базе данных:
Тип обработки: прорезка контура
Параметры, на которые оказывается влияние:
F, S, E
Форма Контур
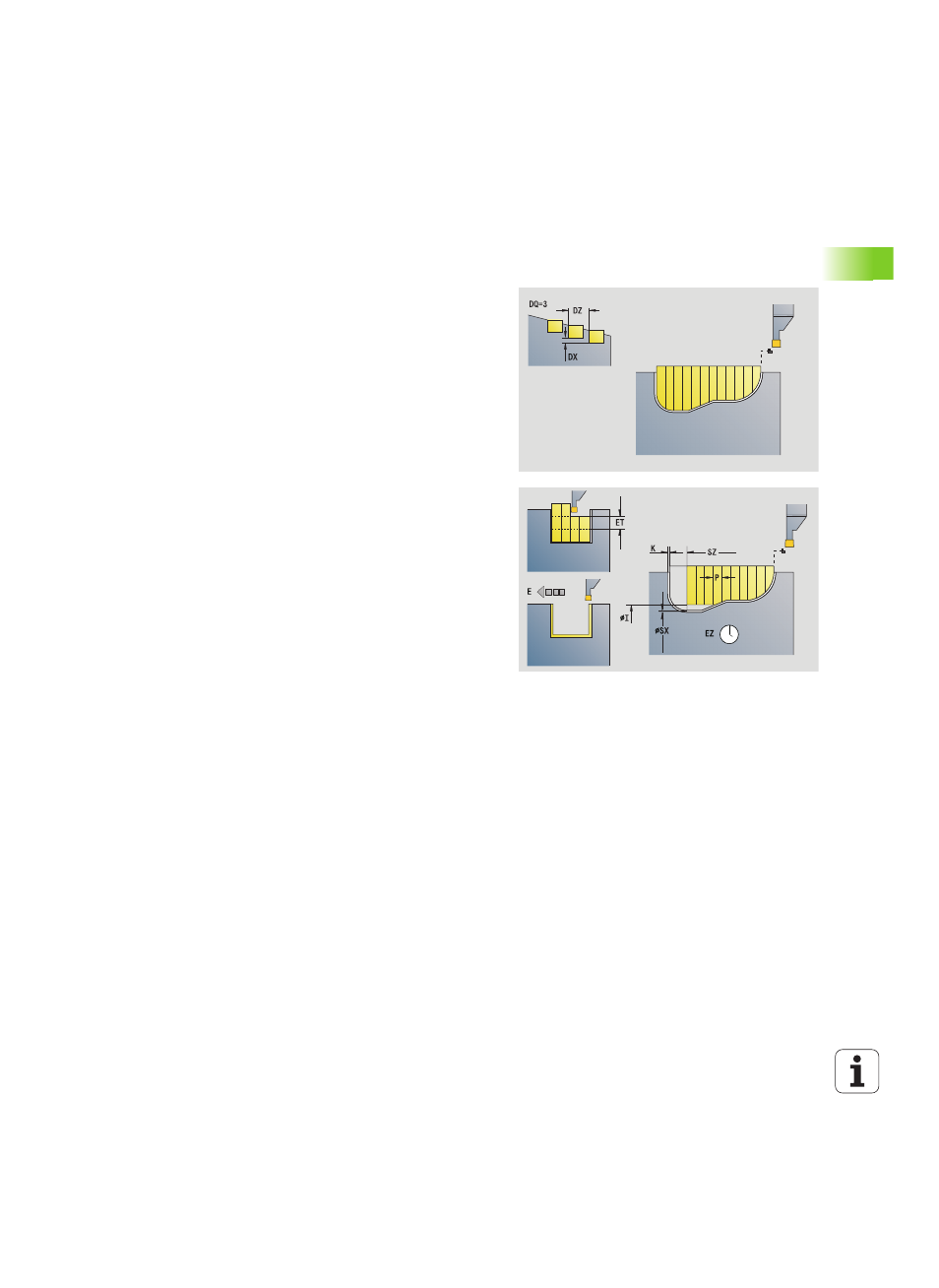
DQ
Количество циклов прорезки
DX, DZ
Расстояние до следующей прорезки, направление Х, Z
(DX: радиус)
Другие параметры формы Контур: см. страницу 60
Форма Цикл
I, K
Припуск в направлении Х, Z (I: диаметр)
SX, SZ
Ограничение резания (SX: диаметр) – (по умолчанию:
ограничение резания отсутствует)
ET
Глубина прорезки за один ход
P
Ширина прорезки (по умолчанию: 0,8 x ширина
инструмента)
E
Подача на чистовую обработку. Другая подача, которая
применяется только для чистовой обработки.
EZ
Время выдержки после прорезки (по умолчанию: время
одного поворота шпинделя)
Q
Черновая обработка/Чистовая обработка (варианты
протекания процесса)
0 (SS): черновая и чистовая обработка
1 (SP): только черновая обработка
2 (SL): только чистовая обработка
H
Отвод в конце цикла
0: возврат к точке старта
Аксиальная прорезка: сначала направление Z,
затем X
Радиальная прорезка: сначала направление X,
затем Z
1: позиционирование перед готовым контуром
2: поднятие на безопасное расстояние и остановка
Другие формы: см. страницу 58