3 обзор команд g обработка, G-команды для обработки точением – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 612
612
Обзор G-функций
10.3
Об
зо
р
кома
н
д
G
ОБР
А
БОТК
А 10.3 Обзор команд G ОБРАБОТКА
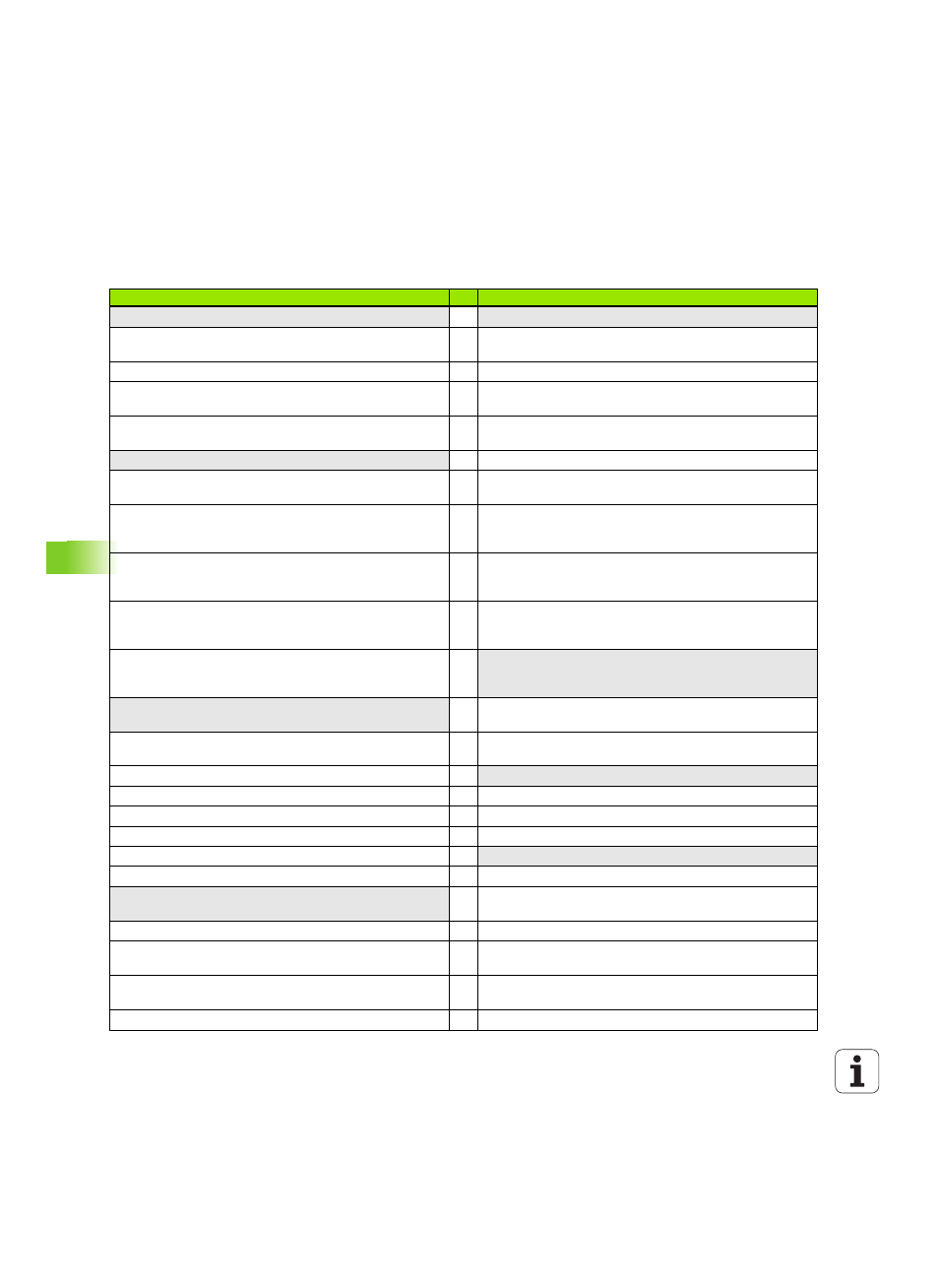
G-команды для обработки точением
Обработка точением – основные функции
Обработка точением – основные функции
Перемещение инструмента без обработки
Смещения нулевой точки
G0
Позиционирование на ускоренном
ходу
Обзор смещений нулевой точки
G14
Подвод к точке смены инструмента Стр. 249
G51
Смещения нулевой точки
G140
Задание точки смены инструмента Стр. 249
G56
Аддитивное смещение нулевой
точки
G701
Ускоренная подача в координатах
станка
G59
Абсолютное смещение нулевой
точки
Простые линейные и круговые перемещения
G152
Смещение нулевой точки по оси C Стр. 338
G1
Линейное перемещение
G920
Сделать смещение нулевой точки
неактивным
G2
Круговое перемещение по часовой
стрелке инкрементальный замер
центра в приращениях
G921
Смещение нулевой точки, задать
размеры инструмента
неактивными
G3
Круговое перемещение против
часовой стрелки инкрементальный
замер центра
G980
Активация смещения нулевой
точки
G12
Круговое перемещение по часовой
стрелке замер центра с
абсолютными значениями
G981
Назначить смещение нулевой
точки, размеры инструмента
активными
G13
Круговое перемещение против
часовой стрелки замер центра с
абсолютными значениями
Безопасные расстояния
Подача, частота вращения
G47
Назначение безопасных
расстояний
Gx26
Ограничение скорости вращения*
G147
Безопасное расстояние (обработка
фрезерованием)
G64
Прерванная подача
Компенсация радиуса режущей кромки (КРРК/КРФ)
Gx93
Подача на зуб *
G40
КРФ/КРРК выключить
G94
Минутная подача
G41
КРРК/КРФ слева
Gx95
Подача на оборот
G42
КРРК/КРФ справа
Gx96
Постоянная скорость резания
Инструмент, коррекции
Gx97
Число оборотов
T
Замена инструмента
Припуски
G148
(Смена) коррекции режущей
кромки
G50
Отмена припуска
G149
Аддитивная коррекция
G52
Отмена припуска
G150
Пересчет правой вершины
инструмента
G57
Припуск параллельно оси
G151
Пересчет левой вершины
инструмента
G58
Припуск параллельно контуру