Метрическая iso-резьба g38, 19 цик л ы нарез ания резьбы – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 313
HEIDENHAIN MANUALplus 620, CNC PILOT 640
313
4.19
Цик
л
ы
нарез
ания
резьбы
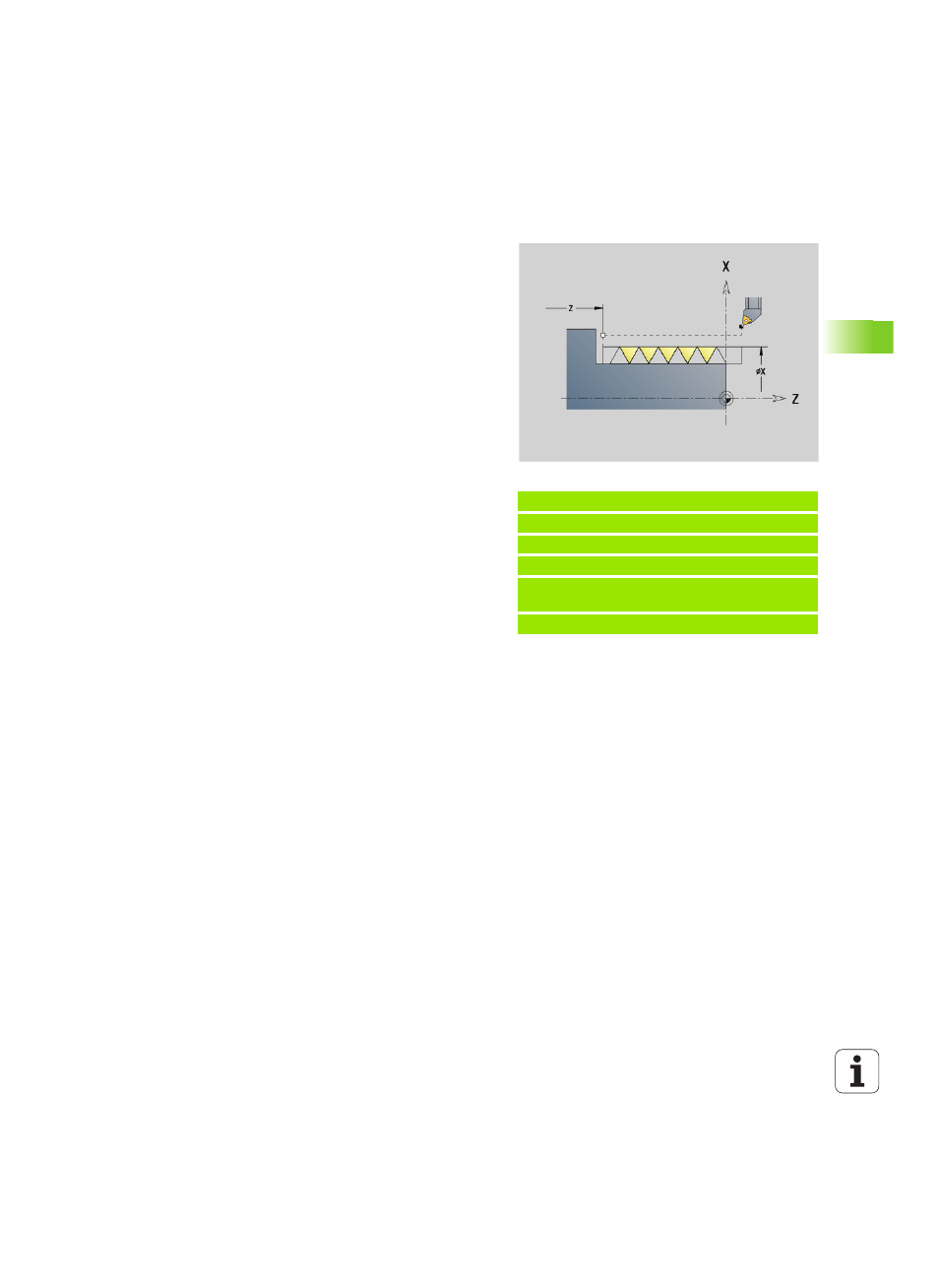
Метрическая ISO-резьба G38
Цикл G38 наносит цилиндрическую резьбу, форма которой не
соответствует форме инструмента. Используйте просечной
штамп для обработки.
Контур хода резьбы описывайте как вспомогательный контур.
Положение вспомогательного контура должно совпадать со
стартовым положением нанесения резьбы. Вы можете выбрать в
цикле как общий вспомогательный контур, так и его отдельные
части.
Пример: G38
%352.NC
[G38]
N1 T5 G97 S1500 M3
N2 G0 X43 Z4
N3 G38 ID"123" NS3 NE5 X40 Z-30 F1.5 I0.8
K0.5 J3 C0
КОНЕЦ
Параметр
Ид.
номе
р
Название вспомогательного контура
NS
Стартовый кадр контура, который необходимо обработать
NE
Конечный кадр контура, который необходимо обработать
Q
Глубина резьбы
0: Черновая обработка: Контур построчно вычищается с
максимальным врезанием I и K . Учитывается
запрограммированный припуск (G58 или G57).
1: Чистовая обработка: Ход резьбы наносится
отдельными разрезами вдоль контура. При помощи I и K
устанавливаются расстояния между отдельными
нанесениями резьбы на контур.
X
Конечная точка резьбы Х
Z
Конечная точка резьбы Z
F
Шаг резьбы
I
Максимальное врезание
при Q=0: Глубина врезания
при Q=1: расстояние между чистовыми проходами как
длина дуги
K
Максимальное врезание
при Q=0: Ширина смещения
при Q=1: расстояние между чистовыми проходами на
прямой
J
Длина выхода
C
Стартовый угол
O
Вид врезания
0: ускоренный ход
1: подача