7 юниты – чист ов ая обрабо тка – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 119
HEIDENHAIN MANUALplus 620, CNC PILOT 640
119
2.7
Юниты
–
Чист
ов
ая
обрабо
тка
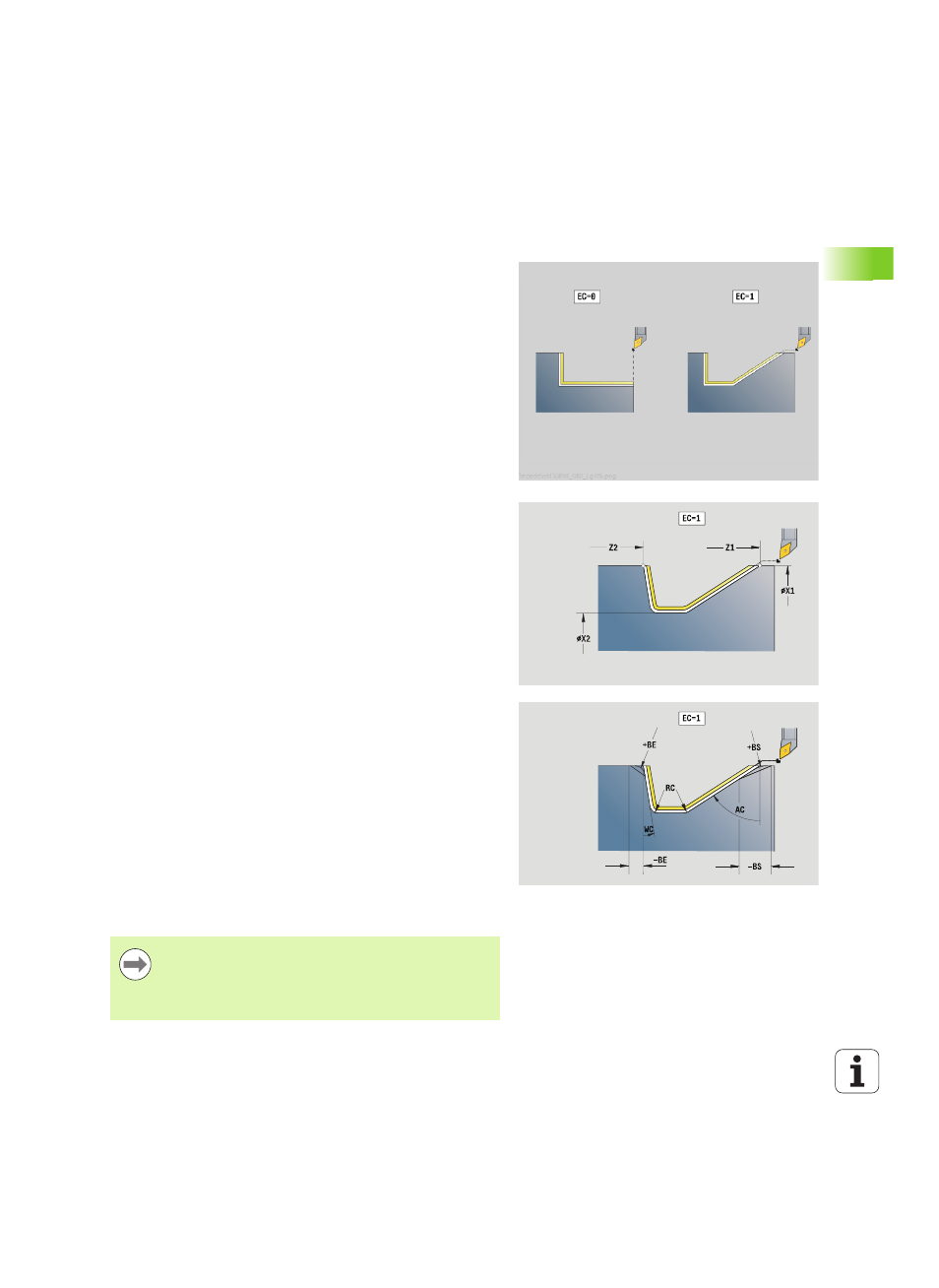
Юнит "Продольная чистовая обработка,
непосредственный ввод контура"
Юнит выполняет чистовую обработку контура с описанными
параметрами за один проход чистовой обработки. В EC задается,
идет ли речь о "нормальном" контуре или контуре врезания.
Имя юнита: G890_G80_L / Цикл: G890 (см. страницу 290)
Доступ к технологической базе данных:
Тип обработки: чистовая обработка
Параметры, на которые оказывается влияние:
F, S, E
Форма Контур
EC
Тип контура
0: нормальный контур
1: контур врезания
X1, Z1
Начальная точка контура
X2, Z2
Конечная точка контура
RC
Скругление: радиус угла контура
AC
Начальный угол: угол первого элемента контура
(Диапазон: 0° < AC < 90°)
WC
Конечный угол: угол последнего элемента контура
(Диапазон: 0° < WC < 90°)
BS
Фаска/скругление в начале
BS>0: радиус скругления
BS<0: длина отрезка фаски
BE
Фаска/скругление в конце
BE>0: радиус скругления
BE<0: длина отрезка фаски
Форма Цикл
E
Поведение при врезании
E>0: подача врезания при обработке ниспадающих
элементов контура. Обрабатываются нисходящие
элементы контура.
Ввод отсутствует: подача врезания уменьшается при
обработке нисходящих элементов контура –
максимум 50%. Обрабатываются нисходящие
элементы контура.
B
Включить КРРК (тип компенсации радиуса режущей
кромки)
0: автоматически
1: инструмент слева (G41)
2: инструмент справа (G42)
DXX
Дополнительный номер коррекции 1 - 16
G58
Припуск параллельно контуру (радиус)
Другие формы: см. страницу 58
С помощью адреса Dxx активируется аддитивная
коррекция для всего цикла. Аддитивная коррекция
снова выключается в конце цикла. Аддитивная
коррекция редактируется в режиме работы "Отработка
программы".