Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 428
428
DIN-программирование
4.35 G-
фу
н
кц
и
и
из
предше
ств
ующих
систе
м
управ
л
ения
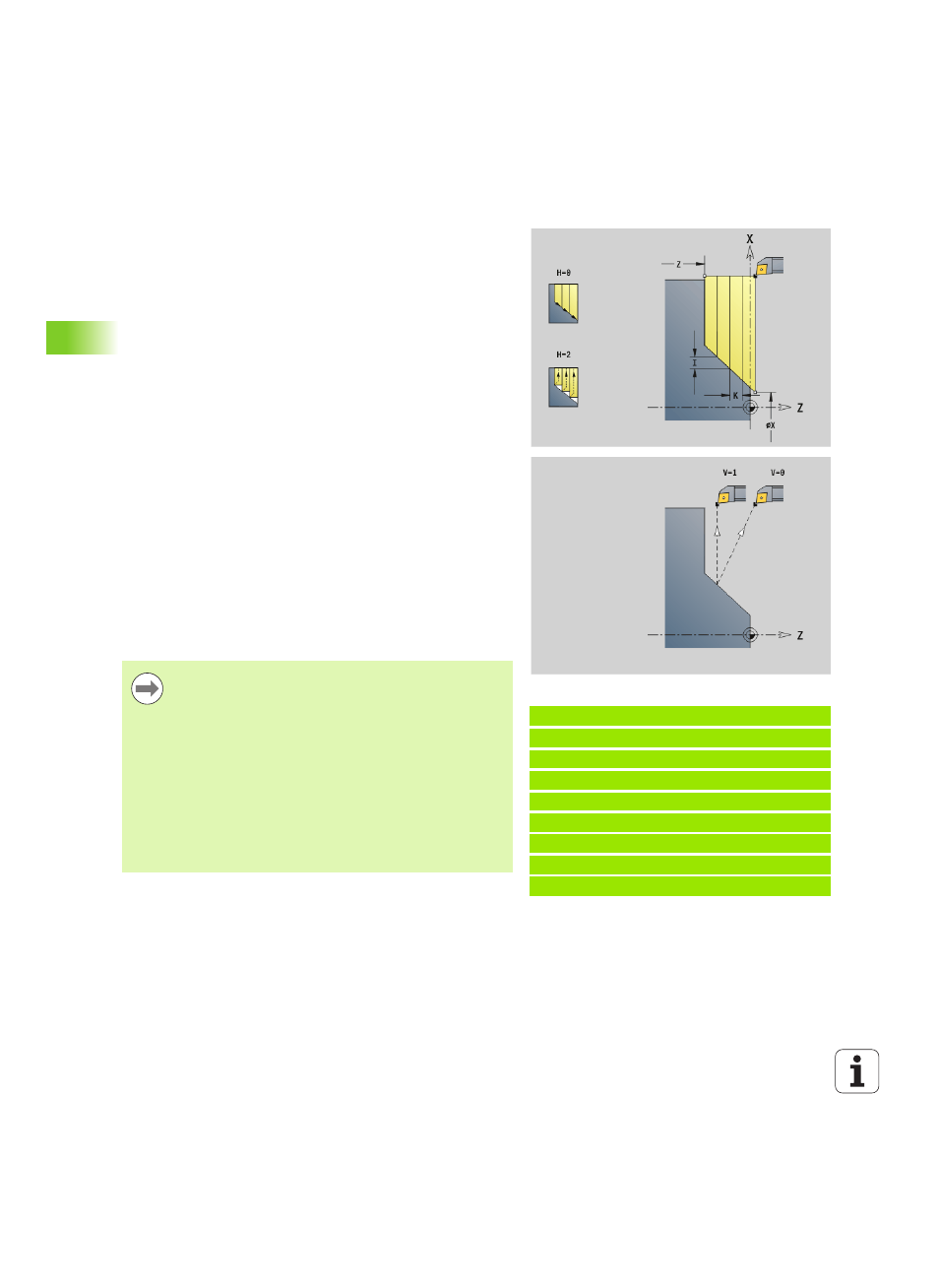
Простое поперечное точение G82
G82 производит черновую обработку описанной с помощью
текущей позиции инструмента и "X, Z" зоны контура. При наклоне
угол определяется с помощью I и K.
Система ЧПУ распознает внешнюю/внутреннюю обработку на
основе положения точки назначения. Распределение проходов
рассчитывается таким образом, чтобы избежать "шлифовального
прохода" при подаче <= "K".
Пример: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Параметр
X
Конечная точка контура Х (диаметр)
Z
Начальная точка контура
I
Смещение в направлении X (по умолчанию: 0)
K
Максимальная подача на врезание по Z
Q
G-функция Подача на врезание (по умолчанию: 0)
0: подача на врезание с G0 (ускоренный ход)
1: подача на врезание с G1 (подача)
V
Отвод (по умолчанию: 0)
0: обратно к стартовой точке цикла по Х и последнюю
позицию отвода по Z.
1: возврат к стартовой точке цикла
H
Тип отвода (по умолчанию: 0)
0: снимает стружку после каждого прохода вдоль контура
2: поднимается под углом 45°; сглаживание контура не
производится
Программирование X, Z:: абсолютно, в
приращениях или с самоудержанием
Коррекция радиуса режущей кромки не
производится.
Безопасное расстояние после каждого прохода: 1
мм.
G57-припуск
рассчитывается с правильным знаком числа
(поэтому припуски при внутренних обработках
невозможны)
остается действительным после конца цикла
Припуск G58 не рассчитывается.