26 цик л ы фрез еров ания – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 350
350
DIN-программирование
4.26
Цик
л
ы
фрез
еров
ания
Цикл фрезерования контура и фигуры на
торцевой поверхности G793
G793 фрезерует фигуры или "свободные контуры" (открытые или
замкнутые).
После G793 следует:
фрезеруемая фигура с:
определением контура фигуры (G301..G307) – см. "Контуры
торцовой/задней стороны" на странице 230
завершением контура фрезерования (G80)
свободный контур с:
начальной точкой контура фрезерования (G100)
контуром фрезерования (G101, G102, G103)
завершением контура фрезерования (G80)
Предпочтительно использовать описание контура с
помощью ICP в части геометрии программы и циклы
G840, G845, а также G846.
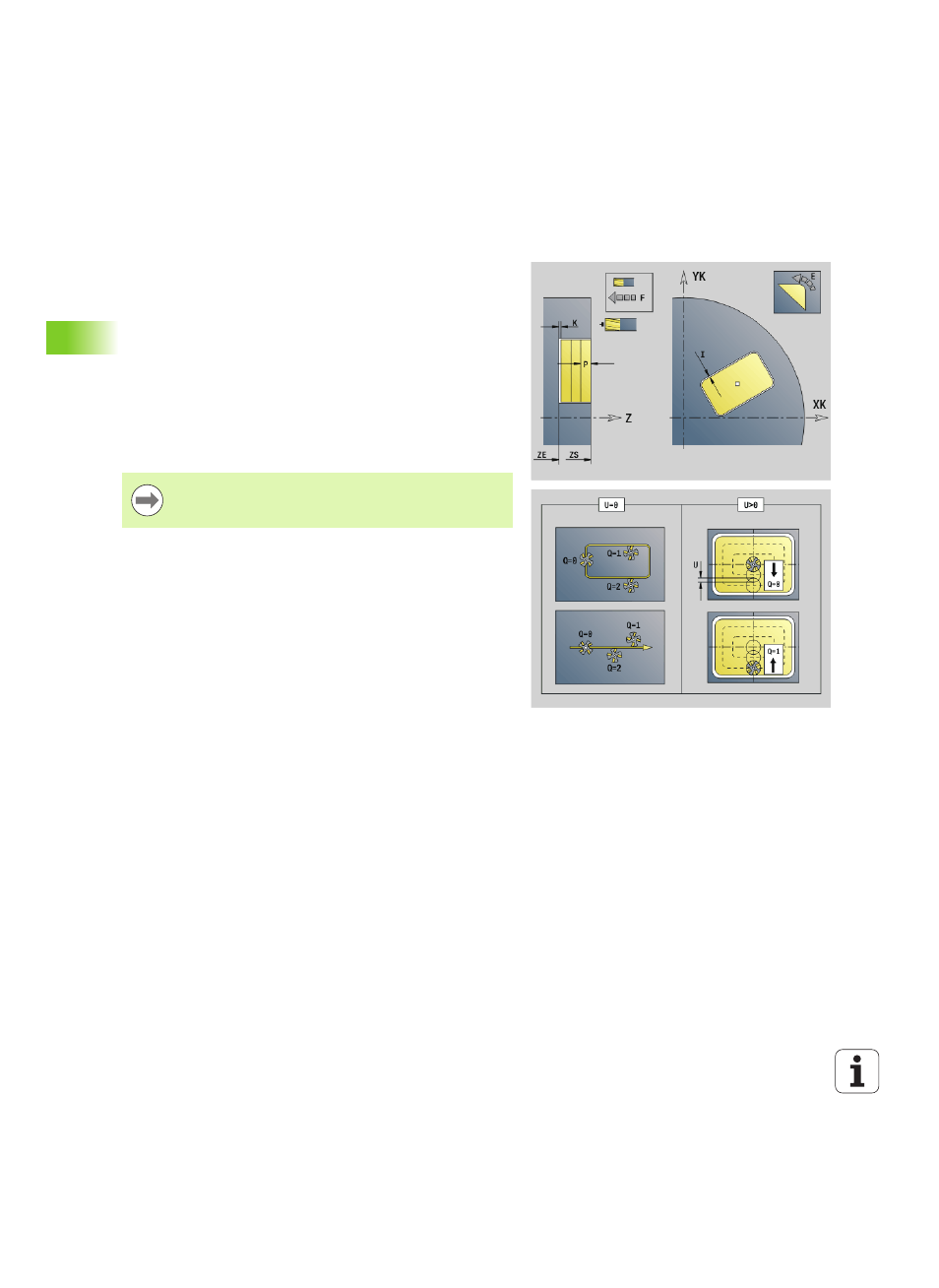
Параметр
ZS
Верхняя грань фрезерования
ZE
Дно фрезерования
P
Максимальная подача на врезание (по умолчанию: общая
глубина в одном направлении подачи)
U
Коэффициент перекрытия, фрезерование контура или
карманов (по умолчанию: 0)
U=0: фрезерование контура
U>0: фрезерование карманов – минимальное
перекрытие траекторий фрезерования = U*диаметр
фрезы
R
Радиус подхода (радиус дуги входа/выхода) – (по
умолчанию: 0)
R=0: подвод к элементу контура выполняется
непосредственно, подвод к точке подъезда над
плоскостью фрезерования – потом перпендикулярный
ввод на глубину
R>0: фреза перемещается по входной/выходной дуге,
плавно прилегающей к элементу контура
R<0 для внутренних углов: фреза перемещается по
входной/выходной дуге, плавно прилегающей к
элементу контура
R<0 для внешних углов: длина линейного элемента
входа/выхода, элемент контура наезжается/проезжается
по касательной
I
Припуск параллельно контуру
K
Припуск Z
F
Подача на врезание
E
Уменьшенная подача для круговых элементов (по
умолчанию: активная подача)