7 юниты – чистовая обработка, Юнит "чистовая обработка icp – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 117
HEIDENHAIN MANUALplus 620, CNC PILOT 640
117
2.7
Юниты
–
Чист
ов
ая
обрабо
тка
2.7 Юниты – Чистовая обработка
Юнит "Чистовая обработка ICP"
Юнит выполняет чистовую обработку описанного посредством
ICP аксиального/радиального контура "NS после NE" в одном
проходе чистовой обработки.
Имя юнита: G890_ICP / Цикл: G890 (см. страницу 290)
Доступ к технологической базе данных:
Тип обработки: чистовая обработка
Параметры, на которые оказывается влияние:
F, S
Форма Контур
B
Включить КРРК (тип компенсации радиуса режущей
кромки)
0: автоматически
1: инструмент слева (G41)
2: инструмент справа (G42)
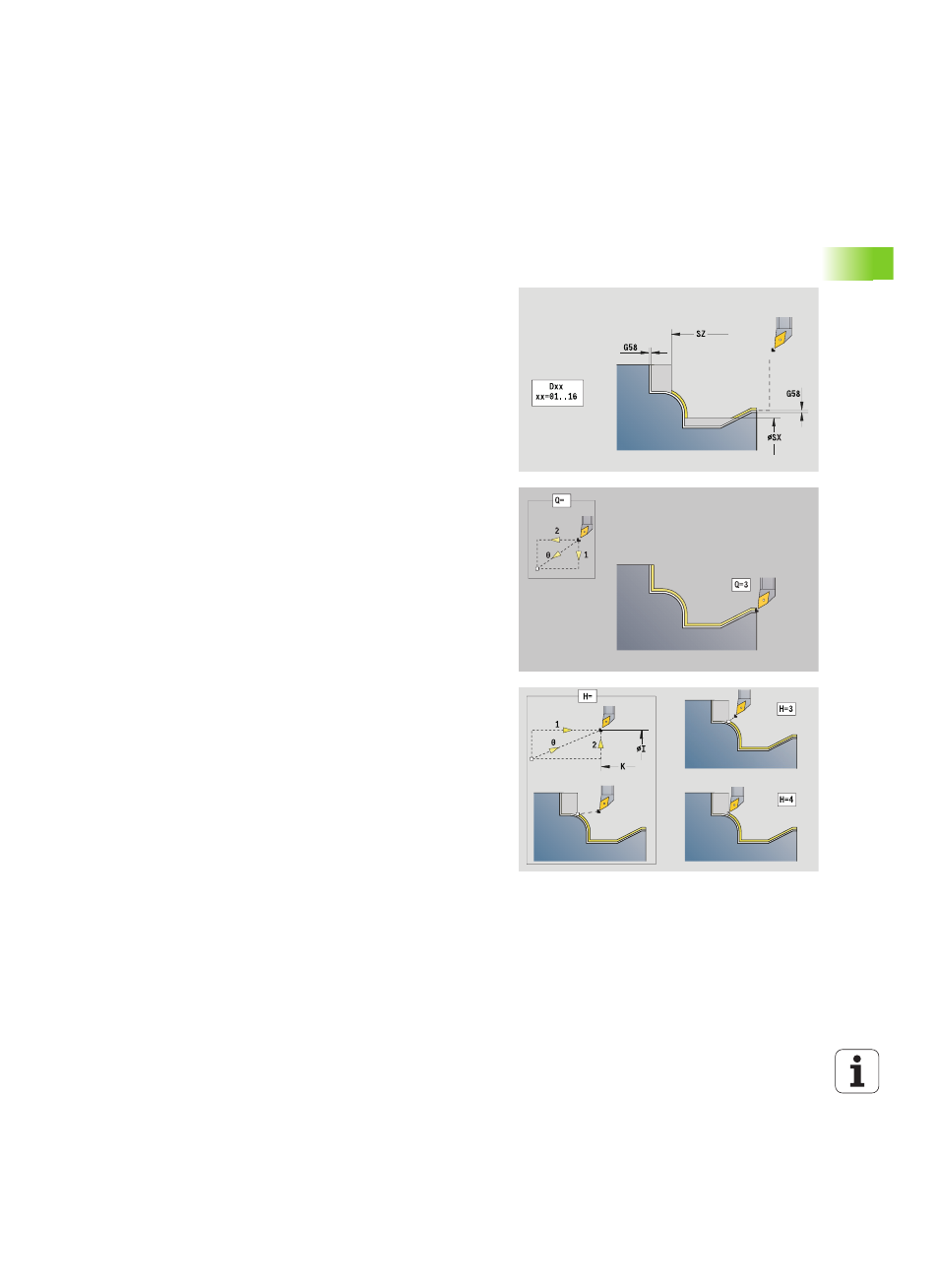
SX, SZ
Ограничение резания (SX: диаметр) – (по умолчанию:
ограничение резания отсутствует)
Другие параметры формы Контур: см. страницу 60
Форма Цикл
Q
Тип подвода (по умолчанию: 0)
0: автоматический выбор - Система ЧПУ проверяет:
диагональный подвод
сначала направление X, затем Z
равноудаленность вокруг препятствия
пропуск первого элемента, если стартовая позиция
недоступна
1: сначала направление X, затем Z
2: сначала направление Z, затем X
3: без подвода – инструмент находится вблизи
начальной точки
H
Тип выхода из материала. Инструмент поднимается
под углом 45° по отношению к направлению обработки
и подходит к позиции "I, K" (по умолчанию: 3):
0: диагонально
1: сначала направление X, затем Z
2: сначала направление Z, затем X
3: останавливается на безопасном расстоянии
4: без отвода инструмента (инструмент остается на
конечной координате)
I, K
Конечная позиция цикла. Позиция, к которой выполняет
подвод в конце цикла (I: диаметр).