Юнит "api-резьба, 8 юниты – ре зь б а – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 128
128
Юниты smart.Turn
2.8
Юниты
–
Ре
зь
б
а
Юнит "API-резьба"
Юнит выполняет резьбу API за один или несколько проходов.
Глубина резьбы уменьшается у сбега резьбы.
Имя юнита: G352_API / Цикл: G352 (см. страницу 311)
Доступ к технологической базе данных:
Тип обработки: нарезание резьбы
Параметры, на которые оказывается влияние:
F, S
Форма Резьба
O
Место резьбы
0: внутренняя резьба (врезание в +Х)
1: внешняя резьба (врезание в –Х)
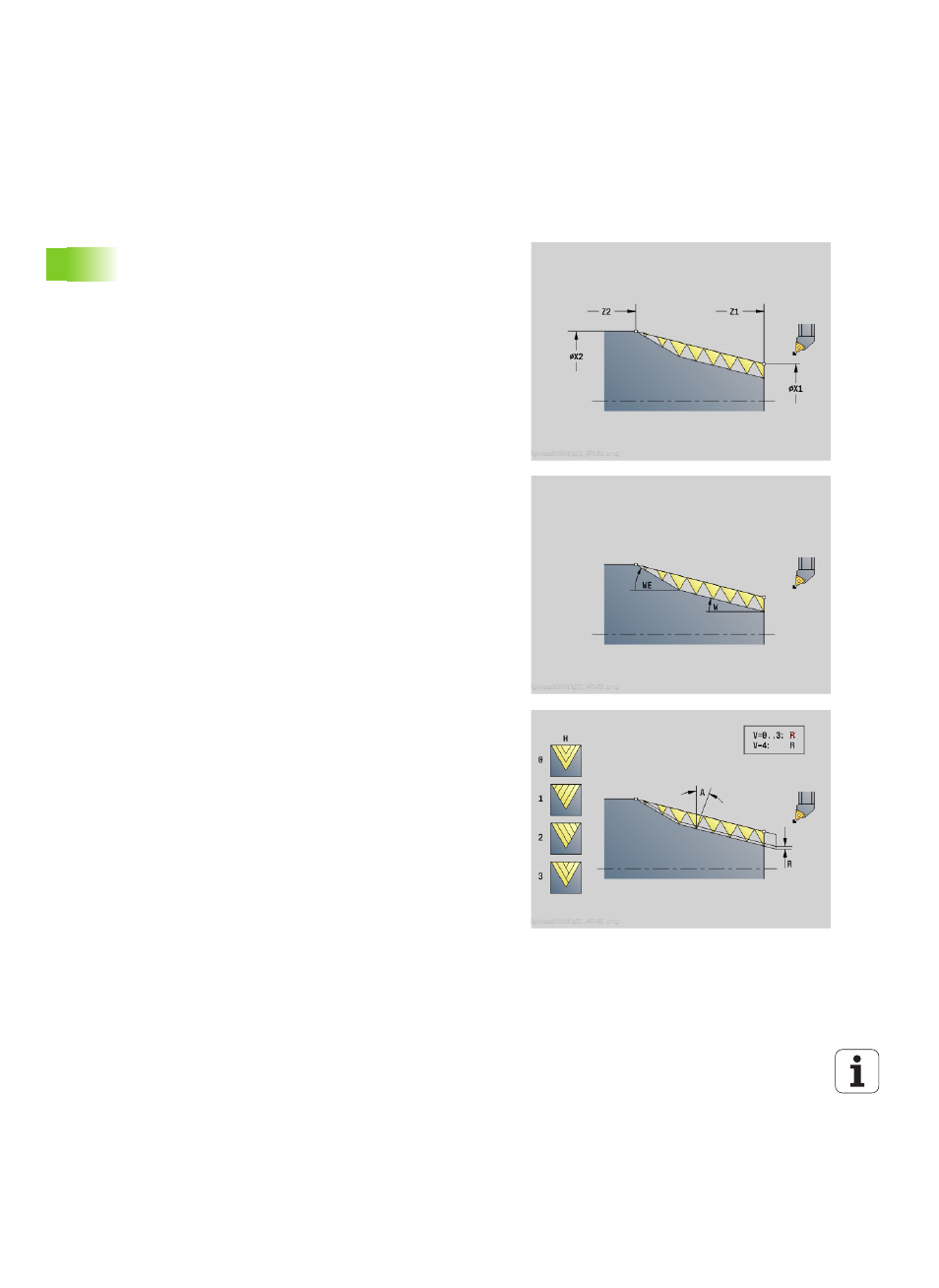
X1, Z1
Стартовая точка резьбы (Х1: диаметр)
X2, Z2
Конечная точка резьбы (Х2: диаметр)
W
Угол конуса (привязка: Z-ось; –45°<W<45°)
WE
Угол сбега (привязка: Z-ось; 0°<WE<90°; по умолчанию:
12°)
F1
Шаг резьбы
U
Глубина резьбы (автоматически для метрической ISO-
резьбы)
Форма Цикл
I
Максимальная подача на врезание (радиус)
H
Тип смещения (смещение между отдельными
подачами на врезание в направлении хода)
0: без смещения
1: слева
2: справа
3: переменно слева/справа
V
Вид врезания
0: постоянный диагональный проход резания
1: постоянная подача на врезание
2: с остаточным резанием
3: без остаточного резания
4: как MANUALplus 4110
5: постоянная подача (как в 4290)
6: постоянно с остатком (как в 4290)
A
Угол подачи (привязка: X-ось; 0°>A>60°; по умолчанию
30°)
R
Остаточная глубина прохода (только при V=4)
C
Начальный угол
D
Число витков
Q
Количество пустых проходов
Другие формы: см. страницу 58