Круговое движение g2/g3, 10 линейные и кр уг овые пере мещения – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 251
HEIDENHAIN MANUALplus 620, CNC PILOT 640
251
4.10
Линейные
и
кр
уг
овые
пере
мещения
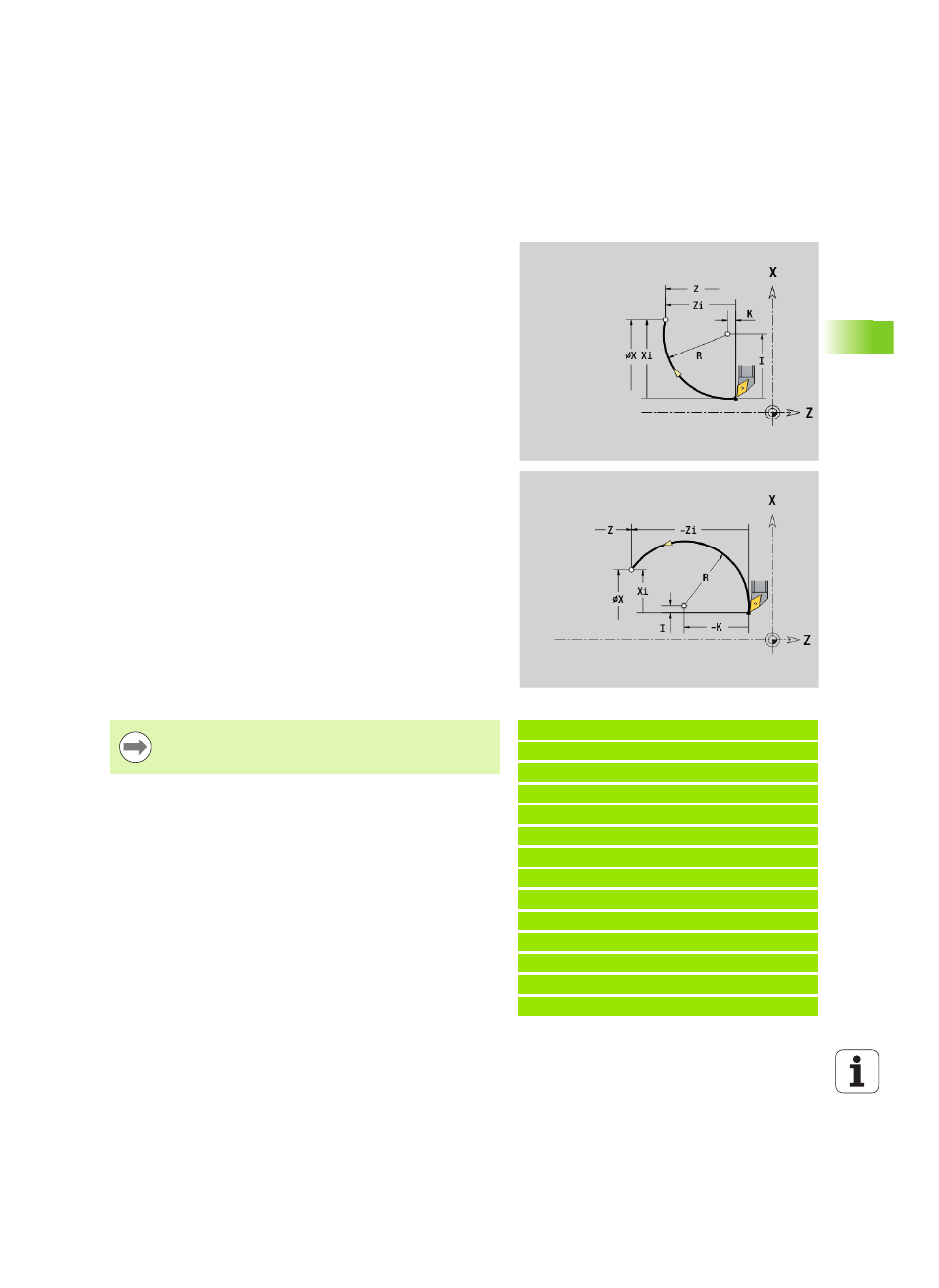
Круговое движение G2/G3
G2/G3 выполняет перемещение по кругу с подачей до "конечной
точки". Размеры центральной точки задаются в приращениях.
Направление вращения (см. вспомогательный рисунок):
G2: по часовой стрелке
G3: против часовой стрелки
Пример: G2, G3
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X0 Z2
N3 G42
N4 G1 Z0
N5 G1 X15 B-0.5 E0.05
N6 G1 Z-25 B0
N7 G2 X45 Z-32 R36 B2
N8 G1 A0
N9 G2 X80 Z-80 R20 B5
N10 G1 Z-95 B0
N11 G3 X80 Z-135 R40 B0
N12 G1 Z-140
N13 G1 X82 G40
. . .
Параметр
X
Конечная точка (диаметр)
Z
Конечная точка
R
Радиус (0 < R <= 200 000 мм)
I
Центральная точка в приращениях (расстояние стартовая
точка – центральная точка; радиус)
K
Центральная точка в приращениях (расстояние стартовая
точка – центр)
Q
Точка пересечения. Конечная точка, если дуга пересекает
прямую или дугу окружности (по умолчанию: 0):
0: ближняя точка пересечения
1: дальняя точка пересечения
BR
Фаска/скругление. Задает переход к следующему элементу
контура. Программируйте теоретическую конечную точку,
если вводится фаску/скругление.
Ввод отсутствует: плавный переход
BB=0: не плавный переход
BR>0: радиус скругления
BB<0: ширина фаски
BE
Коэффициент специальной подачи для фаски/скругления
(по умолчанию: 1)
Специальная подача = активная подача * BE (0 < BE <= 1)
Программирование X, Z: абсолютно, в приращениях,
с самоудержанием или "?"