Рассверливание, зенкование g72, 22 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 326
326
DIN-программирование
4.22
Цик
л
ы
св
ер
л
е
ния
Рассверливание, зенкование G72
G72 используется для отверстий с описанием контура (отдельное
отверстие или группа). Используйте G72 для следующих функций
аксиального/радиального сверления с помощью неподвижных
или приводимых инструментов:
Рассверливание
Зенкование
Развертка
NC-рассверливание
Центрование
Параметр
ID
Контур сверления – имя описания отверстия
NS
Номер кадра контура. Ссылка на контур отверстия (G49,
G300 или G310-Geo)
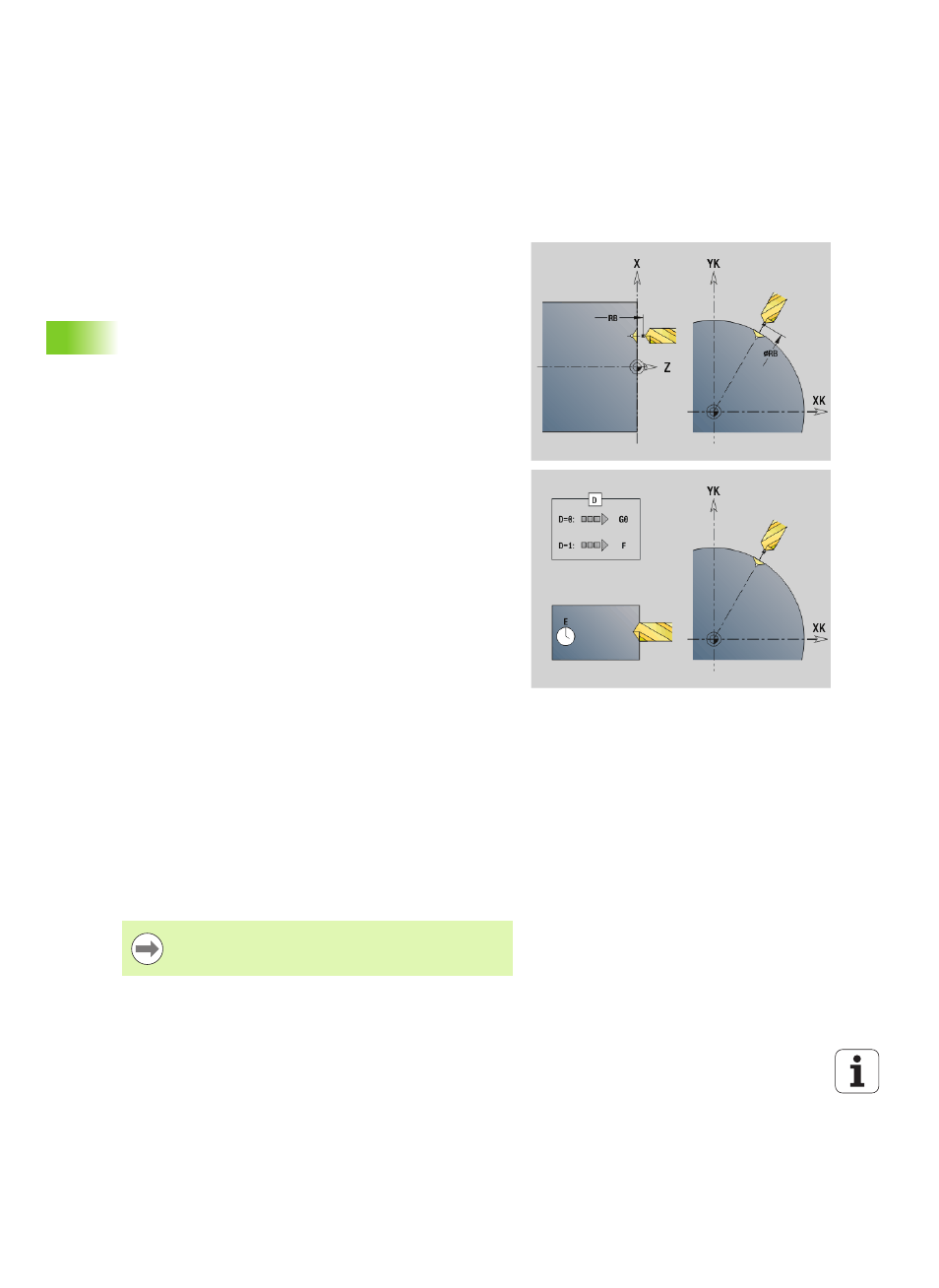
E
Выдержка времени для выхода из материала на дне
отверстия (в секундах) – (по умолчанию: 0)
D
Тип отвода (по умолчанию: 0)
0: на ускоренном ходу
1: на подаче
BS
Начало, номер элемента (номер первого обрабатываемого
отверстия шаблона)
BE
Конец, номер элемента (номер последнего
обрабатываемого отверстия шаблона)
H
Тормоз (шпинделя) выкл. (по умолчанию: 0)
0: тормоз шпинделя вкл
1: тормоз шпинделя выкл
Ход цикла
1 Подвод к "стартовой точке" на ускоренном ходу в
зависимости от "RB":
RB не запрограммировано: подвод до безопасного
расстояния
RB запрограммировано: подвод в позицию „RB", а затем на
безопасное расстояние
2 Сверление с уменьшением подачи (50 %).
3 Перемещение на подаче до конца отверстия.
4 Обратный ход, зависит от "D" на ускоренном ходу/подаче.
5 Позиция возврата зависит от "RB":
RB не запрограммировано: возврат в "стартовую точку"
RB запрограммировано: возврат в позицию "RB"
Группа отверстий: "NS" указывает на контур отверстия,
а не на определение модели.