Точка смены инструмента g14, Задание точки смены инструмента g140, 9 по зициониров ание инстр умента – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 249
HEIDENHAIN MANUALplus 620, CNC PILOT 640
249
4.9
По
зициониров
ание
инстр
умента
Точка смены инструмента G14
G14 производит перемещение к точке смены инструмента на
ускоренном ходу. Координаты точки смены инструмента
устанавливаются в процессе настройки.
Задание точки смены инструмента G140
G140 задает позицию заданной ниже D точки смены инструмента.
К этой позиции подвод осуществляется при помощи G14.
Пример: G14
. . .
N1 G14 Q0 [подвод к точке смены инструмента]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
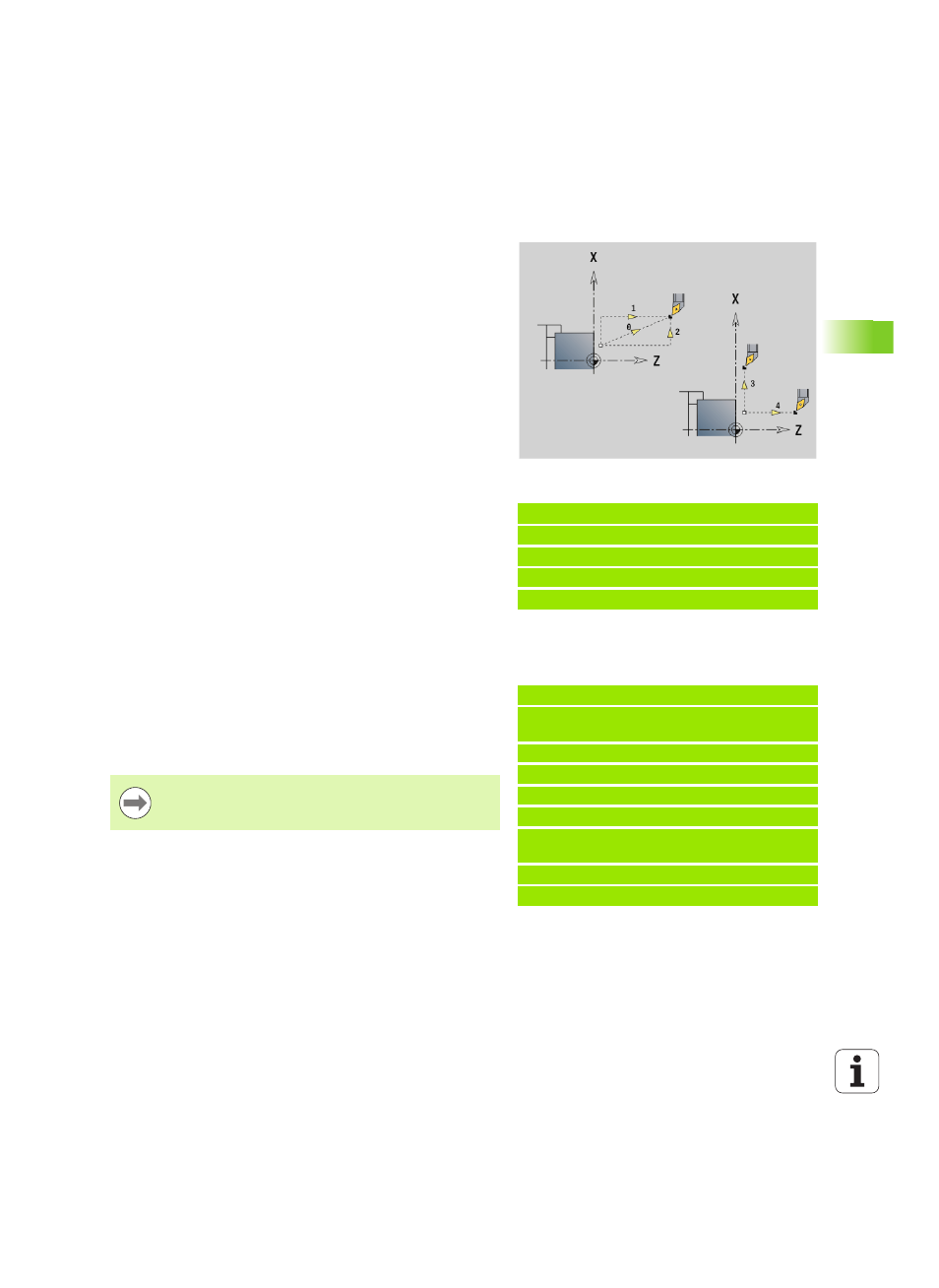
Параметр
Q
Последовательность, задает протекание движений
перемещения (по умолчанию: 0)
0: диагональный путь перемещения
1: сначала направление X, затем Z
2: сначала направление Z, затем X
3: только направление X, направление Z остается
неизмеренным
4: только направление Z, направление X остается
неизмеренным
D
Номер подводимой точки смены инструмента (0-2) (по
умолчанию =0, точка смены из параметров)
Пример: G140
. . .
N1 G14 Q0 [подвод к точке смены инструмента
из параметров]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X40 Z10
N5 G140 D1 X100 Z100 [WWP-Nr.1 установка]
N6 G14 Q0 D1 [WWP-Nr.1 подвод]
N7 G140 D2 X150 [WWP-Nr.2 установка, Z
берется из параметров]
N8 G14 Q0 D2 [WWP-Nr.2 подвод]
. . .
Параметр
D
Номер точки смены инструмента (1-2)
X
Диаметр – позиция точки смены инструмента
Z
Длина – позиция точки смены инструмента
Отсутствующие параметры при X, Z дополняются
значениями из параметров точки смены инструмента.