17 цик л ы то ч ен и я , св яз анные с ко н тур ом – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 280
280
DIN-программирование
4.17
Цик
л
ы
то
ч
ен
и
я
, св
яз
анные
с
ко
н
тур
ом
Параллельно к контуру с нейтральным
инструментом G835
G835 производит снятие стружки в описанной через "ID" или "NS,
NE" области контура параллельно контуру и в обоих
направлениях (см. "Работа с применением циклов, связанных с
контуром" на странице 269). Обрабатываемый контур может
содержать несколько уклонов. В другом случае поверхность
резания разделяется на несколько участков.
Параметр
Ид.
номе
р
Вспомогательный контур - идентификационный номер
обрабатываемого контура
NS
Номер начального кадра (начало раздела контура)
NE
Номер конечного кадра (конец раздела контура)
NE не запрограммирован: элемент контура NS
обрабатывается в направлении определения контура.
Запрограммировано NS=NE: элемент контура NS
обрабатывается в направлении, противоположном
направлению определения контура.
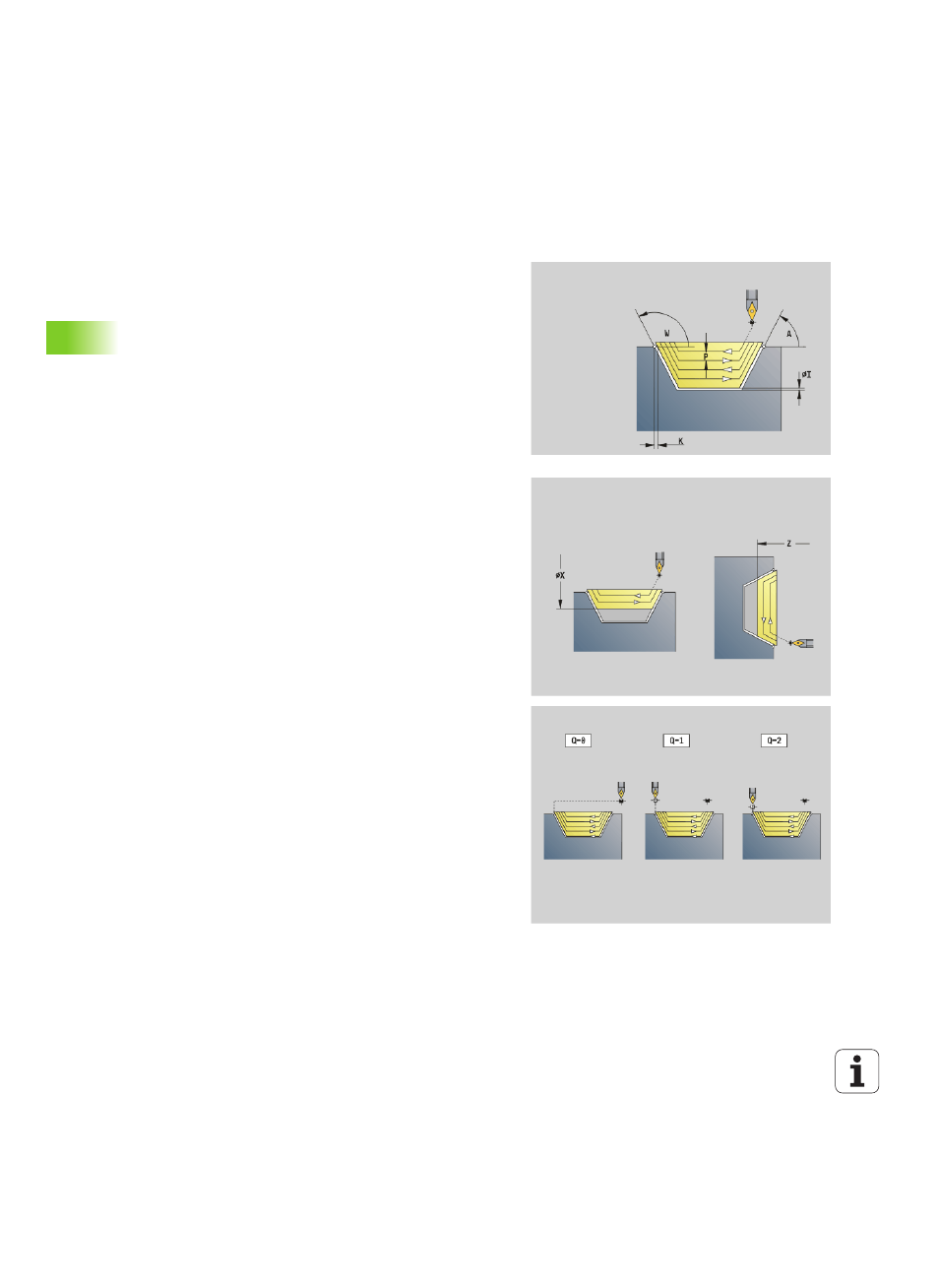
P
Максимальная подача
I
Припуск в направлении X (диаметр) (по умолчанию: 0)
K
Припуск в направлении Z (по умолчанию: 0)
X
Ограничение резания в направлении X (диаметр) – (по
умолчанию: ограничение резания отсутствует)
Z
Ограничение резания в направлении Z (по умолчанию:
ограничение резания отсутствует)
A
Угол подвода (привязка: Z-ось) – (по умолчанию: 0°/180°;
параллельно оси Z, либо параллельно оси Х при плоском
инструменте)
W
Угол подвода (привязка: Z-ось) – (по умолчанию: 90°/270°;
параллельно оси Z, либо параллельно оси Х при плоском
инструменте)
Q
Тип отвода в конце цикла (по умолчанию: 0)
0: назад к точке старта (сначала направление X, затем Z)
1: позиционирование перед готовым контуром
2: поднятие на безопасное расстояние и остановка
V
Идентификатор начала/конца (по умолчанию: 0).
Обрабатывается фаска/скругление:
0: в начале и в конце
1: в начале
2: в конце
3: без обработки
4: обрабатывается фаска/скругление – не базовый
элемент (условие: область контура с одним элементом)