Обработка валов – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 577
HEIDENHAIN MANUALplus 620, CNC PILOT 640
577
7.4
Ук
а
за
н
и
я
по
обрабо
тке
Обработка валов
TURN PLUS при обработке деталей валов дополнительно к
стандартной обработке поддерживает заднюю обработку
внешнего контура. Благодаря этому валы можно обрабатывать в
одно закрепление. В диалоговом окне зажимного устройства Вы
можете выбрать в параметре ввода V соответствующий тип
зажима для обработки валов (вал/патрон или вал/торцевой
поводок).
TURN PLUS не поддерживает отвод задней бабки и не проверяет
положение с зажиманием.
Критерий для "Вала": обрабатываемая деталь зажимается на
стороне шпинделя и задней бабки.
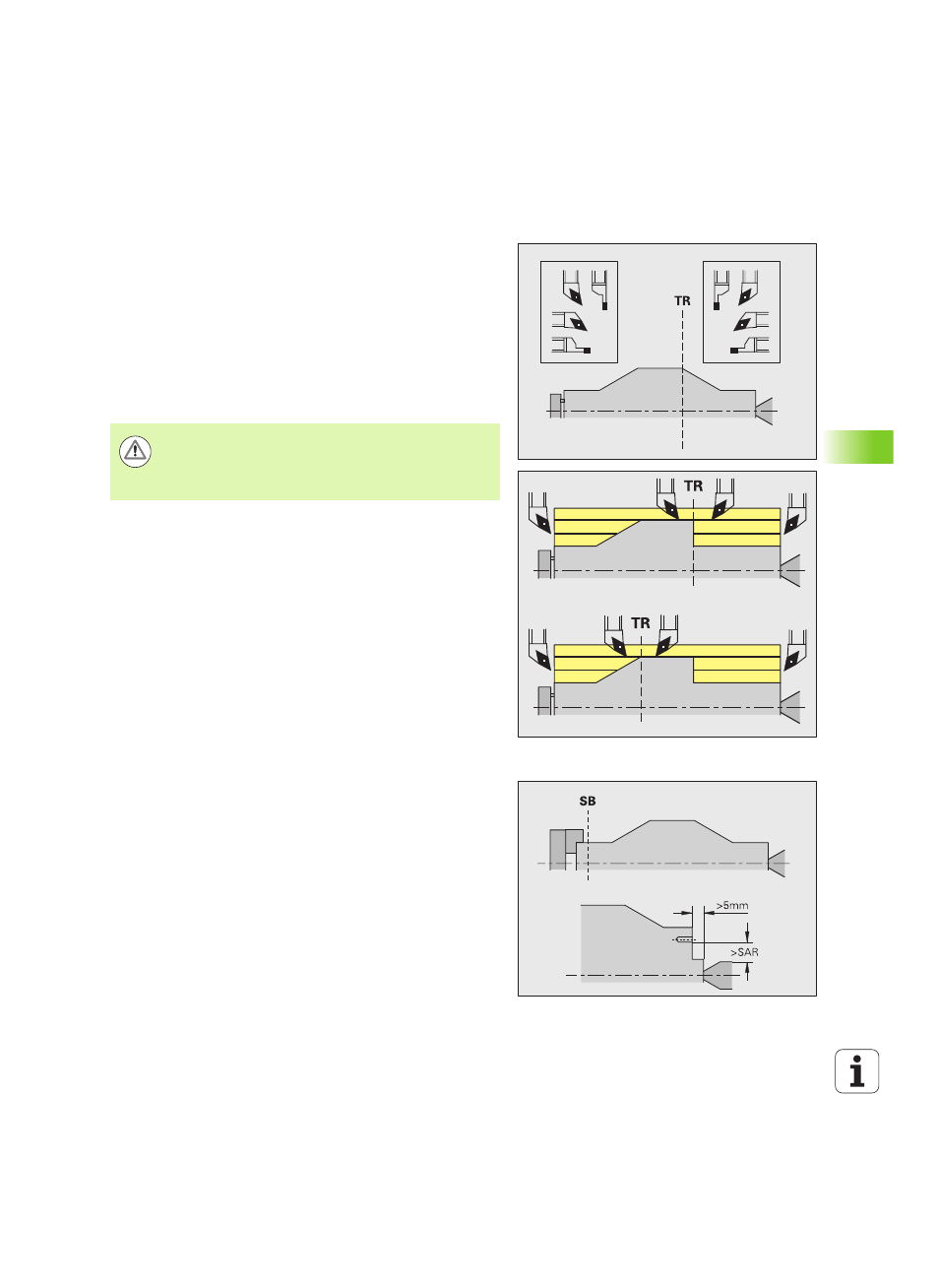
Делительная точка (TR)
Делительная точка (TR) разделяет деталь на область передней и
задней сторон. Если делительная точка не задана, то TURN PLUS
размещает ее на переходе с большего на меньший диаметр.
Делительные точки должны размещаться на внешних углах.
Инструменты для обработки
зоны передней стороны: направление основной обработки "–
Z"; или преимущественно "левые" отрезные или
резьбонарезающие инструменты и т.д.
зоны задней стороны: направление основной обработки "+ Z";
или преимущественно "правые" отрезные или
резьбонарезающие инструменты и т.д.
Установка/изменение делительной точки: см. "Делительная точка
Защитные зоны для сверлильной или фрезерной обработки
TURN PLUS обрабатывает контуры сверления и фрезерования на
поперечных поверхностях (торцевая и задняя сторона) при
наличии следующих условий:
(горизонтальное) расстояние до поперечной плоскости
составляет > 5 мм, или
расстояние между зажимным устройством и контуром
сверления/фрезерования составляет > SAR
(SAR:: см. параметры пользователя).
Если вал зажат со стороны шпинделя в кулачках, то TURN PLUS
учитывает ограничение резания О.
Осторожно, опасность столкновения
TURN PLUS не проверяет ситуации столкновения при
поперечной обработке или при работах на торцевой и
задней стороне.