35 g-функции из предшествующих систем управления, Определения контура в части обработки – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 425
HEIDENHAIN MANUALplus 620, CNC PILOT 640
425
4.35 G-
фу
н
кц
и
и
из
предше
ств
ующих
систе
м
управ
л
ения
4.35 G-функции из
предшествующих систем
управления
Описанные далее команды поддерживаются, чтобы можно было
переносить NC-программы из предшествующих систем
управления. HEIDENHAIN рекомендует не использовать больше
эти же команды в новых NC-программах.
Определения контура в части обработки
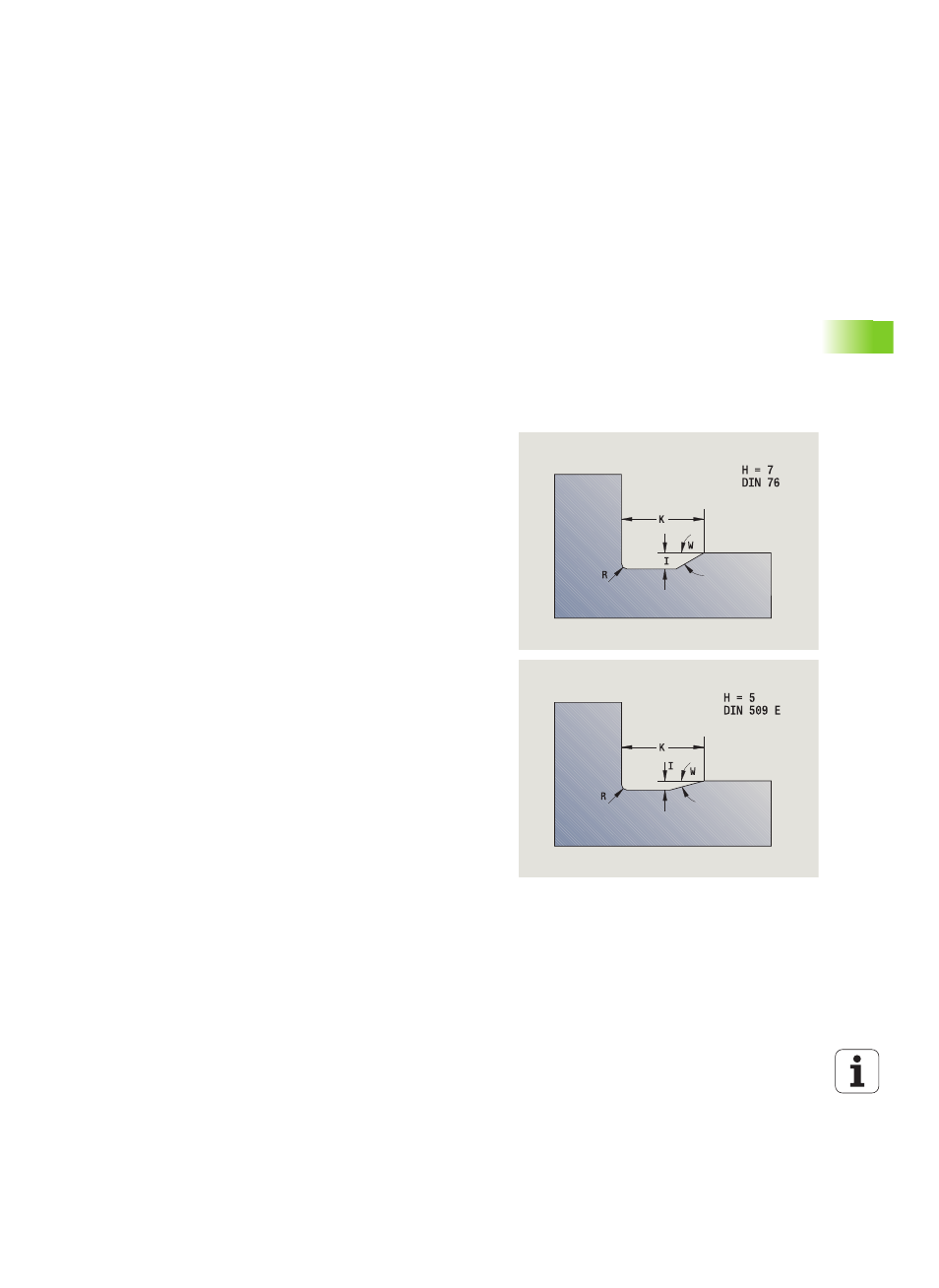
Контур выточки G25
G25 генерирует элемент формы выточки (DIN 509 E, DIN 509 F,
DIN 76), включаемый в описание контура циклов черновой или
листовойобработки. Вспомогательный рисунок разъясняет
определение параметров выточек.
Если параметры не заданы, Система ЧПУ определяет следующие
значения посредством диаметра или шага резьбы из таблицы
норм:
DIN 509 E: I, K, W, R
DIN 509 F: I, K, W, R, P, A
DIN 76: I, K, W, R (на основе шага резьбы)
Параметр
H
Тип выточки (по умолчанию: 0)
H=0, 5: DIN 509 E
H=6: DIN 509 F
H=7: DIN 76
I
Глубина выточки (по умолчанию: таблица норм)
K
Ширина выточки (по умолчанию: таблица норм)
R
Радиус выточки (по умолчанию: таблица норм)
P
Глубина плоскости (по умолчанию: таблица норм)
W
Угол выточки (по умолчанию: таблица норм)
A
Поперечный угол (по умолчанию: таблица норм)
FP
Шаг резьбы – нет ввода: определяется на основе диаметра
резьбы
U
Припуск на шлифование (по умолчанию: 0)
E
Уменьшенная подача для изготовления выточки (по
умолчанию: активная подача)