G843 (см. страницу 527); g844, См. страницу 527), 7 цик л ы фрез еров ания , ос ь y – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 527
HEIDENHAIN MANUALplus 620, CNC PILOT 640
527
6.7
Цик
л
ы
фрез
еров
ания
,
ос
ь
Y
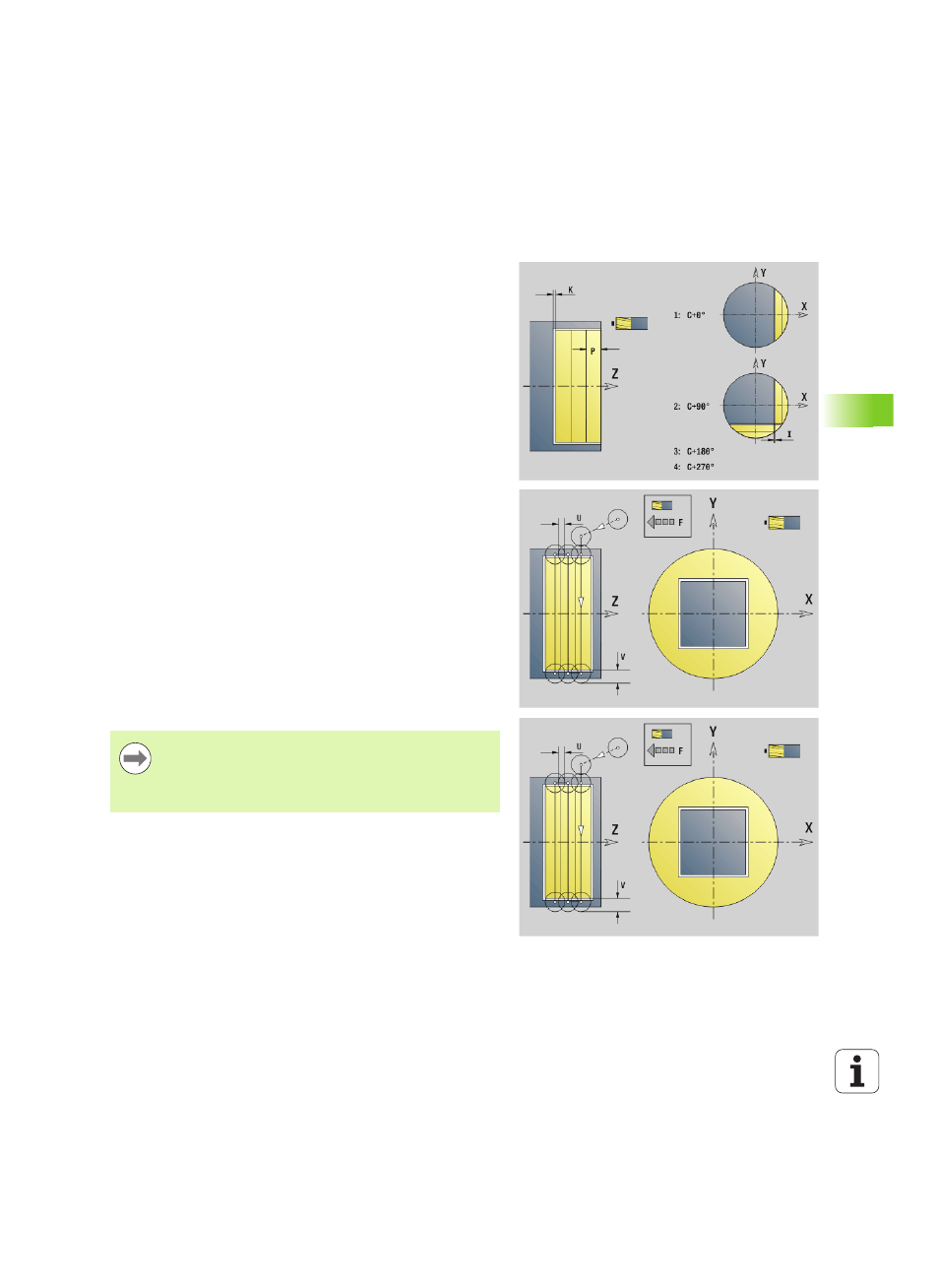
Фрезерование многогранника, черновая
обработка G843
G843 выполняет черновую обработку поверхностей
многогранника, заданных с помощью G477-Geo (плоскость XY)
или G487-Geo (плоскость YZ). Цикл фрезерования выполняется
снаружи внутрь. Подача производится вне материала.
Параметр
Ид.
номе
р
Контур фрезерования – имя контура фрезерования
NS
Номер кадра – ссылка на описание контура
P
Глубина фрезерования (максимальная подача в плоскости
фрезерования)
I
Припуск в направлении X
K
Припуск в направлении Z
U
(Минимальный) коэффициент перекрытия. Устанавливает
перекрытие траекторий фрезерования (по умолчанию:
0,5).
Перекрытие = U*Диаметр фрезы
V
Коэффициент переполнения. Определяет значение, на
которое фреза превосходит внешний радиус (по
умолчанию: 0,5).
Переполнение = V*Диаметр фрезы
F
Подача для врезания на глубину (по умолчанию: активная
подача)
RB
Плоскость возврата (по умолчанию: назад в исходное
положение)
Плоскость XY: позиция отвода в направлении Z
Плоскость YZ: позиция отвода в направлении X
(диаметральный размер)
Учитываются припуски:
G57: припуск в направлении X, Z
G58: эквидистантный припуск в плоскости
фрезерования
Ход цикла
1 Стартовая позиция (X, Y, Z, C) – позиция перед циклом
2 Расчет распределения проходов (подача в плоскости
фрезерования, подача в глубину фрезерования) и положения
шпинделя
3 Шпиндель поворачивается в первое положение, фреза
перемещается на безопасное расстояние и подается на
первую глубину фрезерования
4 Фрезерование плоскости
5 Отвод на безопасное расстояние, перемещение и подача на
первую глубину фрезерования