17 цик л ы то ч ен и я , св яз анные с ко н тур ом – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 286
286
DIN-программирование
4.17
Цик
л
ы
то
ч
ен
и
я
, св
яз
анные
с
ко
н
тур
ом
На основе данных инструмента Система ЧПУ распознает,
предстоит внешняя или внутренняя обработка.
Программируйте как минимум одну ссылку на контур (например,
NS или NS, NE) и P.
Коррекция глубины точения R: в зависимости от материала,
скорости подачи и т.д., режущая кромка "отклоняется" при
заточке. Возникающую при этом ошибку подачи можно
скорректировать, варьируя глубину заточки. Значение
устанавливается, как правило, эмпирически.
Параметр
H
Тип отвода в конце цикла (по умолчанию: 0)
0: назад к точке старта (аксиальное врезание: сначала
направление Z - затем X; радиальное врезание: сначала
направление X - затем Z)
1: позиционирование перед готовым контуром
2: поднятие на безопасное расстояние и остановка
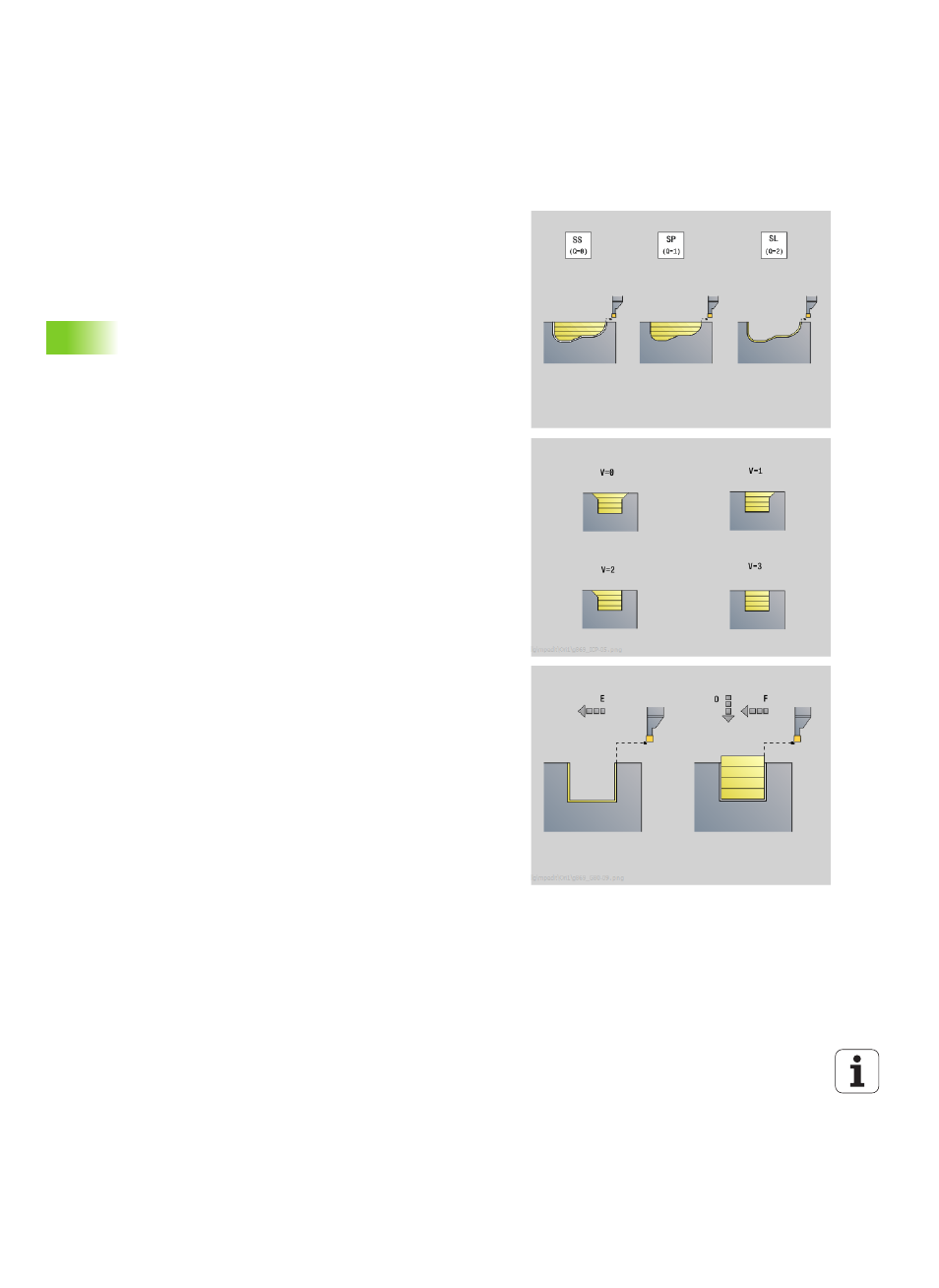
V
Идентификатор начала/конца (по умолчанию: 0)
Обрабатывается фаска/скругление:
0: в начале и в конце
1: в начале
2: в конце
3: без обработки
O
Подача врезки (по умолчанию: активная подача)
E
Подача чистовой обработки (по умолчанию: активная
подача)
B
Ширина смещения (по умолчанию: 0)
XA,
ZA
Начальная точка заготовки (действует только тогда, когда
заготовка не запрограммирована):
XA, ZA не запрограммированы: контур заготовки
рассчитывается из позиции инструмента и ICP-контура.
XA, ZA программируемые: Определение вершины
контура заготовки