Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 431
HEIDENHAIN MANUALplus 620, CNC PILOT 640
431
4.35 G-
фу
н
кц
и
и
из
предше
ств
ующих
систе
м
управ
л
ения
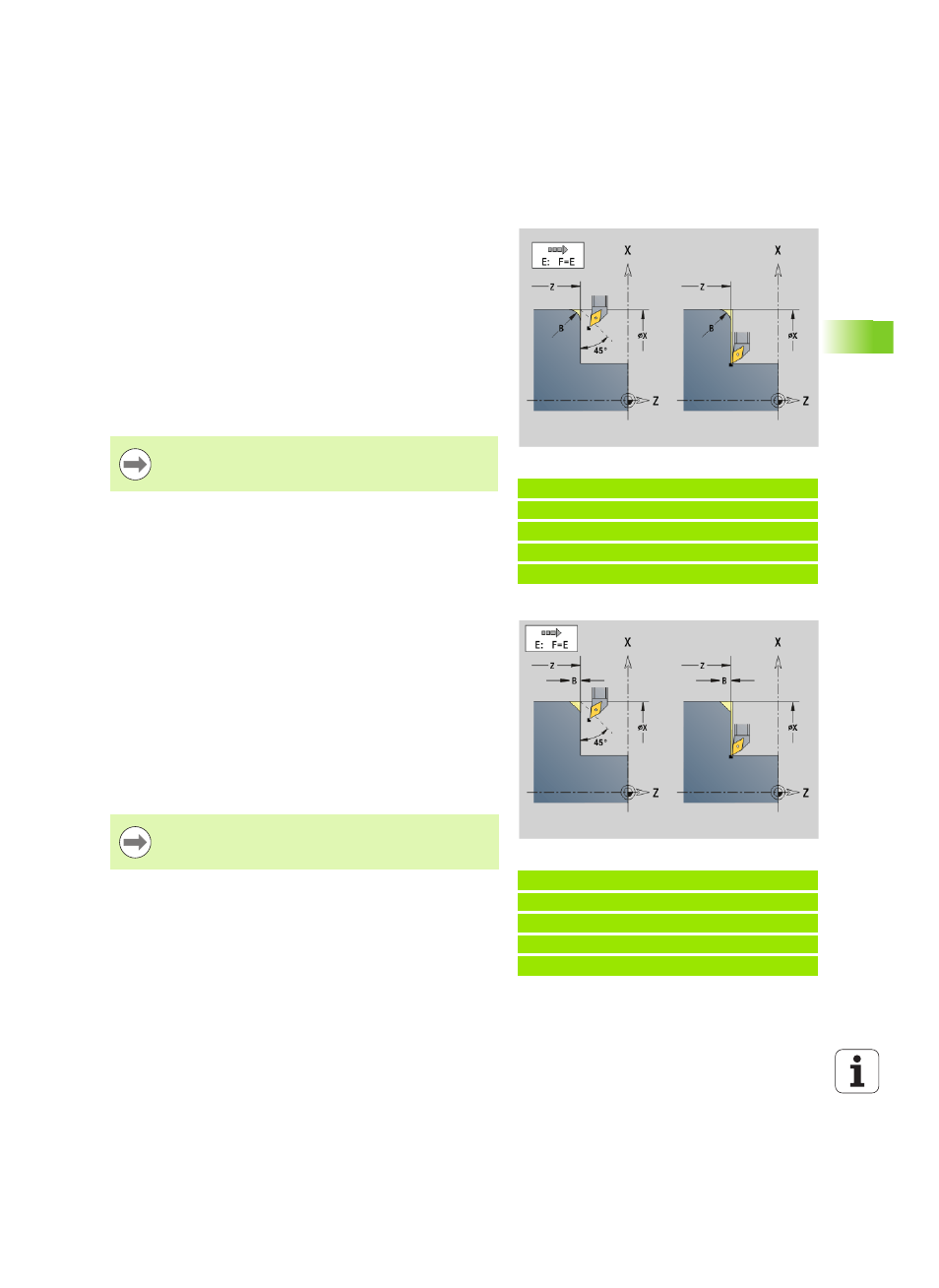
Цикл радиуса G87
G87 выполняет переходные радиусы на прямоугольных,
параллельных оси внутренних и внешних углах. Направление
определяется из "положения/направления обработки"
инструмента.
Предыдущий продольный или поперечный элемент
обрабатывается, если инструмент перед отработкой цикла
находится в координате X или Z угловой точки.
Цикл Фаска G88
G88 изготавливает фаски на перпендикулярных, параллельных
оси внешних углах. Направление определяется из "положения/
направления обработки" инструмента.
Предыдущий продольный или поперечный элемент
обрабатывается, если инструмент перед отработкой цикла
находится в координате X или Z угловой точки.
Пример: G87
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2 [радиус]
Параметр
X
Угловая точка (диаметр)
Z
Угловая точка
B
Радиус
E
Уменьшенная подача (по умолчанию: активная подача)
Проводится коррекция радиуса режущей кромки.
Припуски не рассчитываются.
Пример: G88
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2 [фаска]
Параметр
X
Угловая точка (диаметр)
Z
Угловая точка
B
Ширина фаски
E
Уменьшенная подача (по умолчанию: активная подача)
Проводится коррекция радиуса режущей кромки.
Припуски не рассчитываются.