Чистовая обработка контура g890, 17 цик л ы то ч ен и я , св яз анные с ко н тур ом – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 290
290
DIN-программирование
4.17
Цик
л
ы
то
ч
ен
и
я
, св
яз
анные
с
ко
н
тур
ом
Чистовая обработка контура G890
G890 производит чистовую обработку области контура за один
проход чистовой обработки. Вы либо передаете ссылку на контур,
который нужно обработать, в параметры цикла, либо
определяете контур напрямую после вызова цикла (см. "Работа с
применением циклов, связанных с контуром" на странице 269).
Обрабатываемый контур может содержать несколько уклонов. В
другом случае поверхность резания разделяется на несколько
участков.
Параметр
ID
Вспомогательный контур – идентификационный номер
обрабатываемого контура
NS
Номер начального кадра (начало раздела контура)
NE
Номер конечного кадра (конец раздела контура)
NE не запрограммирован: элемент контура NS
обрабатывается в направлении определения контура.
Запрограммировано NS=NE: элемент контура NS
обрабатывается в направлении, противоположном
направлению определения контура.
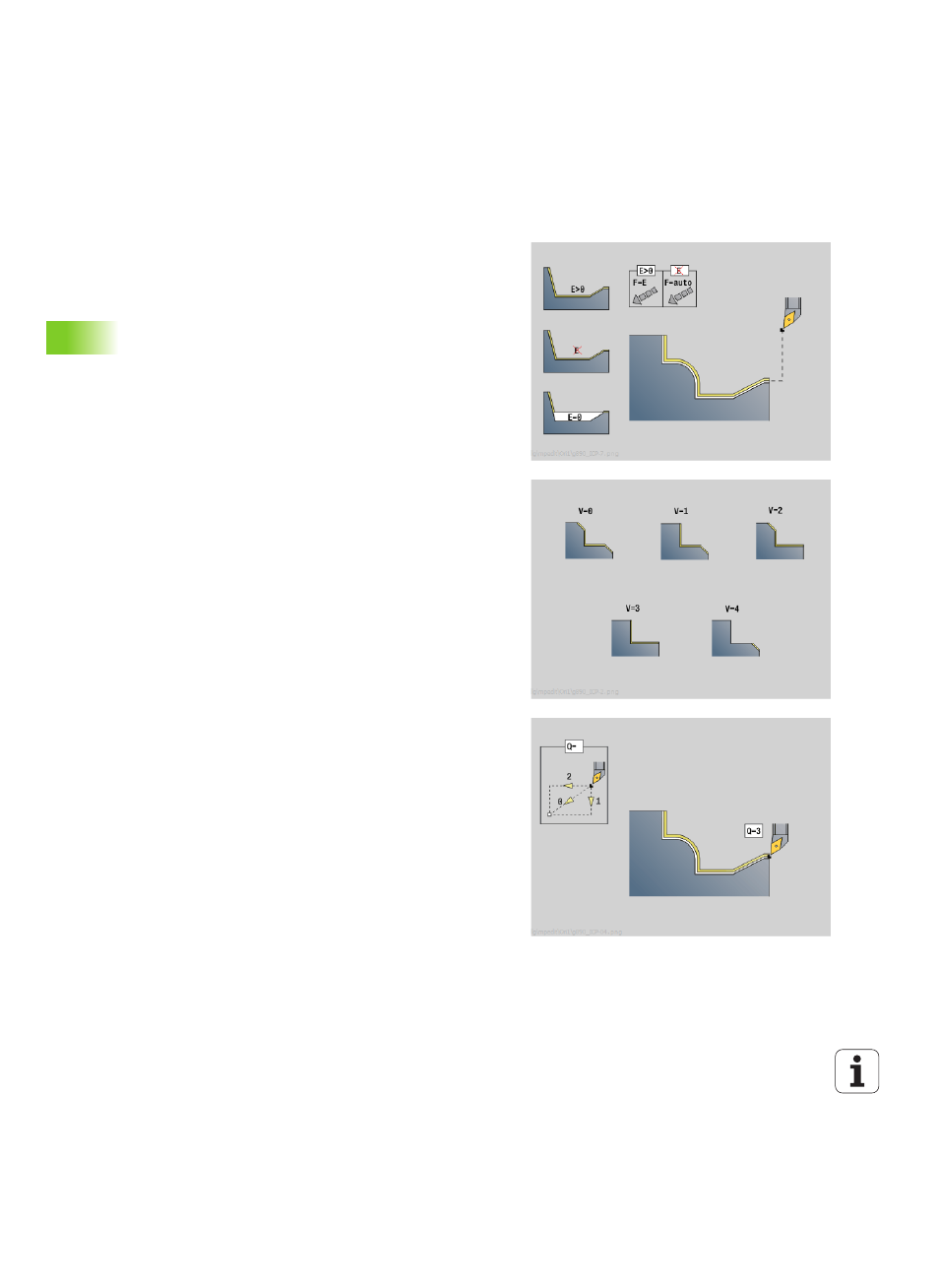
E
Поведение при врезании
E=0: не обрабатывать ниспадающие контуры
E>0: подача на врезание
Ввод отсутствует: обработка нисходящих контуров с
запрограммированной подачей
V
Идентификатор начала/конца (по умолчанию: 0)
Обрабатывается фаска/скругление:
0: в начале и в конце
1: в начале
2: в конце
3: без обработки
4: обрабатывается фаска/скругление – не базовый
элемент (условие: область контура с одним элементом)
Q
Тип подвода (по умолчанию: 0)
0: автоматический выбор - Система ЧПУ проверяет:
диагональный подвод
сначала направление X, затем Z
равноудаленность вокруг препятствия
пропуск первого элемента, если стартовая позиция
недоступна
1: сначала направление X, затем Z
2: сначала направление Z, затем X
3: без подвода – инструмент находится вблизи
начальной точки