7 цик л ы фрез еров ания , ос ь y – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 537
HEIDENHAIN MANUALplus 620, CNC PILOT 640
537
6.7
Цик
л
ы
фрез
еров
ания
,
ос
ь
Y
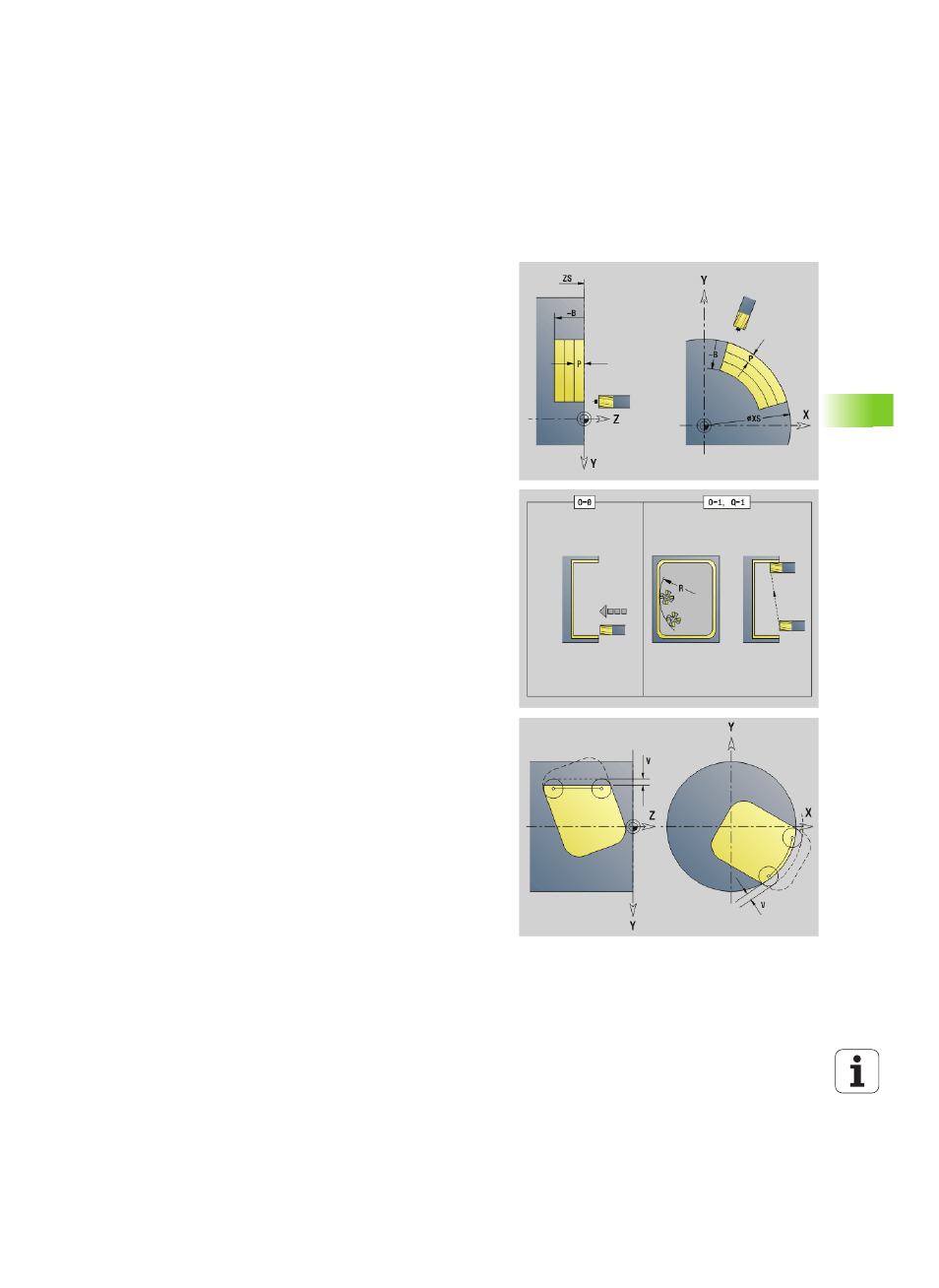
Фрезерование кармана, чистовая обработка
G846 (ось Y)
G846 выполняет чистовую обработку по замкнутым контурам
отрезков программы, заданных в плоскостях XY и YZ:
ТОРЕЦ_Y
ЗАДНЯЯ СТОРОНА_Y
БОКОВАЯ ПОВЕРХНОСТЬ_Y
На направление фрезерования можно повлиять, используя
параметры "Направление фрезерования H", "Направление
обработки Q" и направления вращения фрезы.
Параметры чистовой обработки
ID
Контур фрезерования – имя контура фрезерования
NS
Номер стартового кадра контура
Фигуры: номер кадра фигуры
Свободный замкнутый контур: элемент контура (не
стартовая точка)
B
Глубина фрезерования (по умолчанию: глубина из
описания контура)
P
Максимальная подача на врезание (по умолчанию:
фрезеровка с одной подачей на врезание)
XS
Верхний предел фрезерования плоскости YZ (заменяет
отсчетную плоскость из описания контура)
ZS
Верхняя грань фрезерования плоскости ХY (заменяет
отсчетную плоскость из описания контура)
R
Радиус дуги входа/выхода (по умолчанию: 0)
R=0: непосредственный подвод к элементу контура.
Подается на врезание в точке подвода над плоскостью
фрезерования, затем перпендикулярная подача на
глубину.
R>0: фреза перемещается по входной/выходной дуге,
прилегающей по касательной к элементу контура.
U
(Минимальный) коэффициент перекрытия. Устанавливает
перекрытие траекторий фрезерования (по умолчанию:
0,5).
Перекрытие = U*Диаметр фрезы
V
Коэффициент перекрытия - при обработке по оси С без
функции
H
Направление фрезерования (по умолчанию: 0)
0: встречное движение
1: попутное движение
F
Подача для врезания на глубину (по умолчанию: активная
подача)
E
Уменьшенная подача для круглых элементов (по
умолчанию: активная подача)