Коническая api-резьба g352, I: см, Коническая api-резьба g352" на странице 311 – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 311: 19 цик л ы нарез ания резьбы
HEIDENHAIN MANUALplus 620, CNC PILOT 640
311
4.19
Цик
л
ы
нарез
ания
резьбы
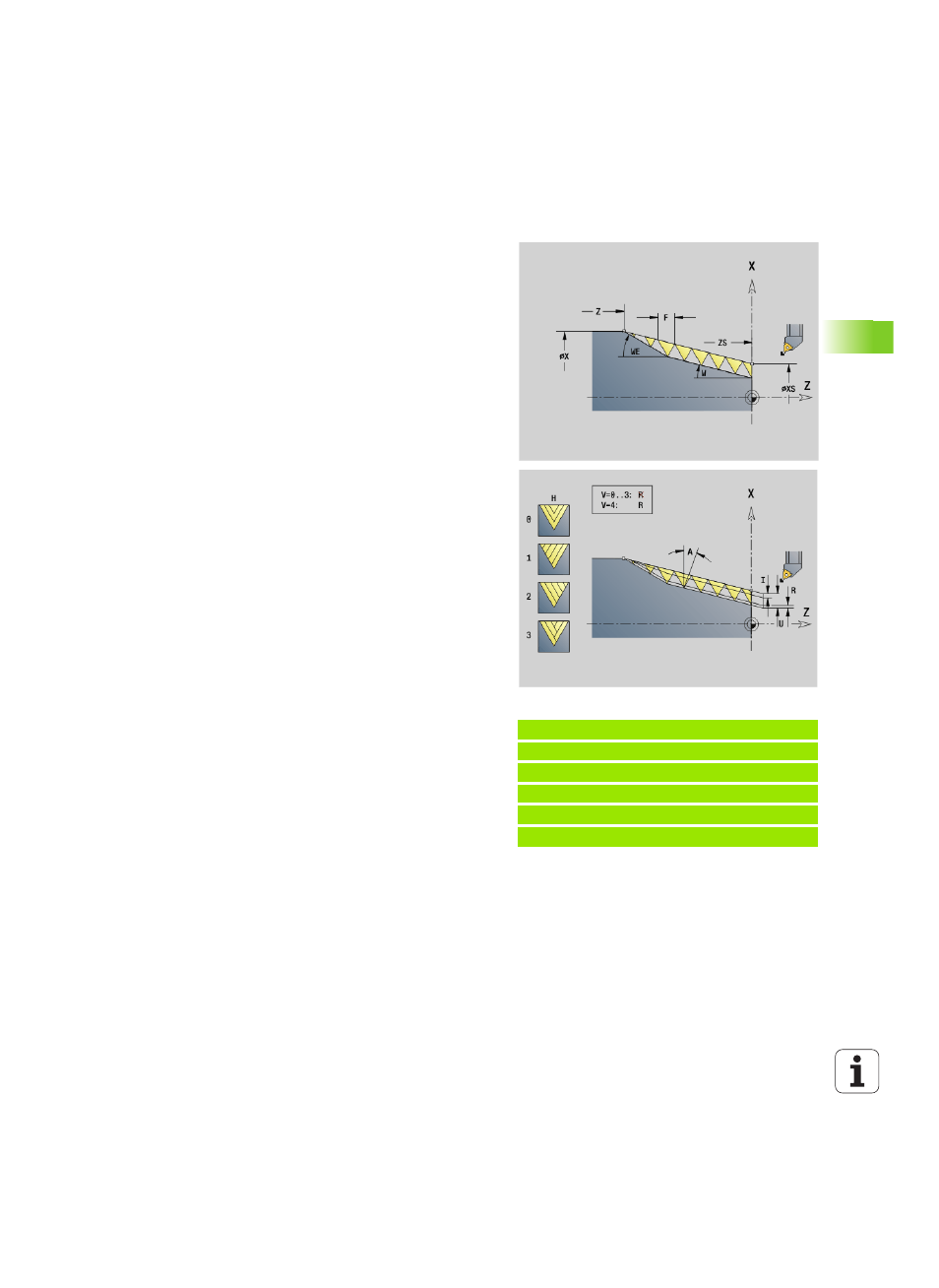
Коническая API-резьба G352
G352 изготавливает одноходовую или многоходовую API-резьбу.
Глубина резьбы уменьшается у сбега резьбы.
Пример: G352
%352.NC
[G352]
N1 T5 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z-28 XS13 ZS0 F1.5 U-999 WE12
КОНЕЦ
Параметр
X
Конечная точка резьбы (диаметр)
Z
Конечная точка резьбы
XS
Начальная точка резьбы (диаметр)
ZS
Начальная точка резьбы
F
Шаг резьбы
U
Глубина резьбы
U>0: внутренняя резьба
U<=0: наружная резьба (продольная и торцевая сторона)
U= +999 или –999: глубина резьбы рассчитывается
I
Максимальная подача на врезание (по умолчанию:
рассчитывается из шага резьбы и глубины резьбы)
V
Тип подачи на врезание (по умолчанию: 0)
0: постоянное сечение стружки при всех срезах
1: постоянная подача на врезание
2: с остаточным распределением резания. Первая
подача на врезание = "остаток" деления глубины резьбы/
глубину резания. "Последний проход" разделяется на 1/
2-, 1/4-, 1/8- и 1/8-прохода.
3: подача на врезание вычисляется из шага резьбы и
частоты вращения
4: как в MANUALplus 4110
H
Тип смещения для сглаживания боковых поверхностей
резьбы (по умолчанию: 0)
0: без смещения
1: слева
2: справа
3: смещение попеременно справа/слева
A
Угол подачи (диапазон: -60° < A < 60°; по умолчанию: 30°)
A>0: врезание от правой боковой поверхности
A<0: врезание от левой боковой поверхности
R
Остаточная глубина прохода – только в сочетании с типом
подачи V=4 (как в MANUALplus 4110)