Резьбофрезерование в плоскости yz g806, 7 цик л ы фрез еров ания , ос ь y – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 542
542
DIN-программирование для оси Y
6.7
Цик
л
ы
фрез
еров
ания
,
ос
ь
Y
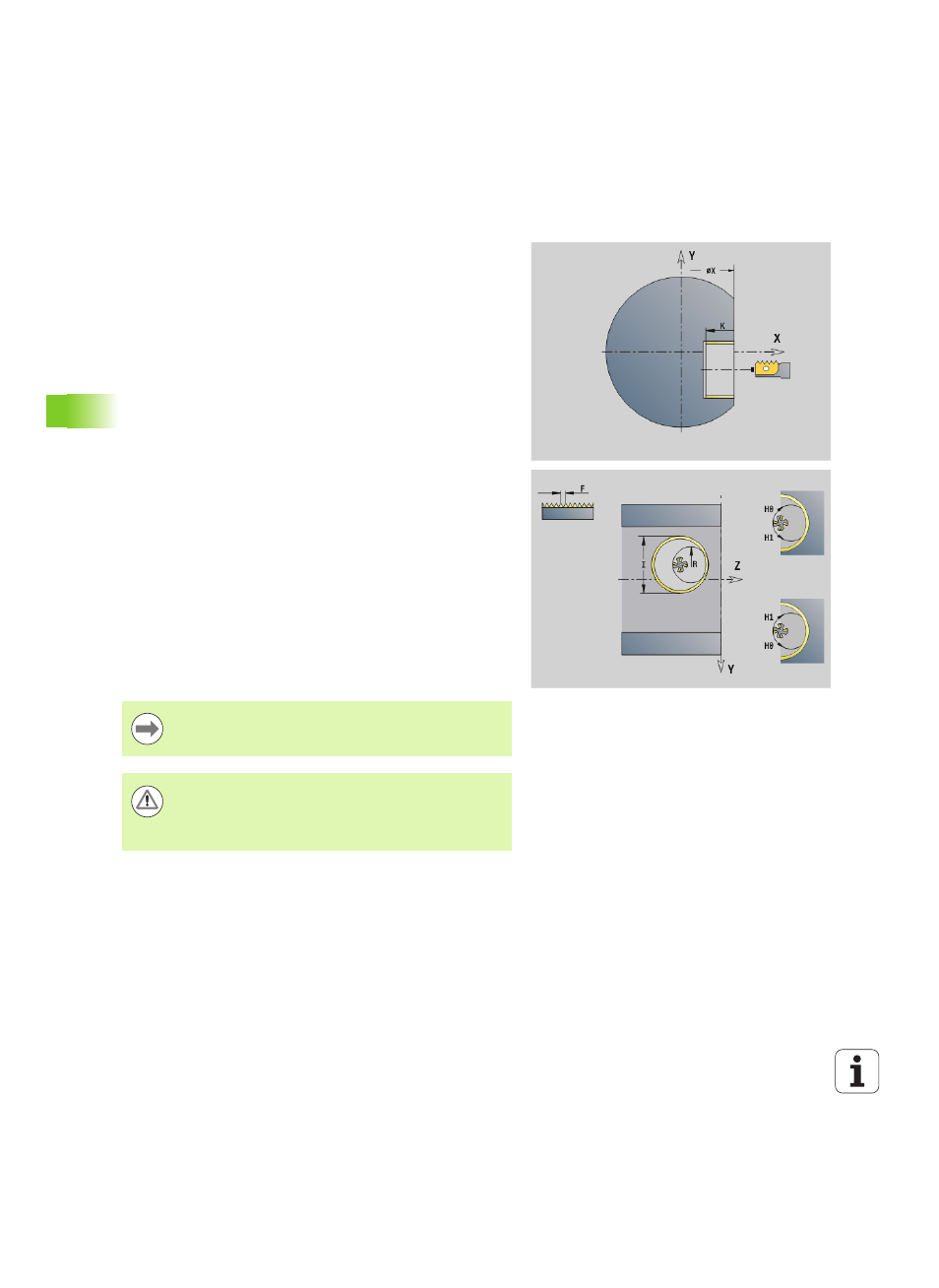
Резьбофрезерование в плоскости YZ G806
G806 фрезерует резьбу в существующем отверстии.
Установите инструмент перед вызовом G799 в центр отверстия.
Цикл позиционирует инструмент в пределах отверстия в
"конечную точку резьбы". Затем инструмент перемещается по
"радиусу подвода R" и фрезерует резьбу. При этом инструмент
продвигается на шаг резьбы „F“ за один оборот. После этого цикл
выводит инструмент из материала и возвращает его в начальную
точку. В параметре V программируется, фрезеруется ли резьба за
один оборот или за несколько (в случае инструмента с одной
режущей кромкой).
Параметр
I
Диаметр резьбы
X
Стартовая точка Х
K
Глубина резьбы
R
Радиус подхода
F
Шаг резьбы
J
Направление обработки (по умолчанию: 0)
0: правая резьба
1: левая резьба
H
Направление фрезерования (по умолчанию: 0)
0: встречное движение
1: попутное движение
V
Тип фрезерования
0: резьба фрезеруется по винтовой линии 360°
1: резьба фрезеруется за несколько оборотов
(инструмент с одной режущей кромкой)
Используйте инструменты для фрезерования резьбы
для цикла G806.
Осторожно, опасность столкновения
Обращайте внимание на диаметр отверстия и
диаметр фрезы при программировании "радиуса
входа R".