19 цик л ы нарез ания резьбы – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 307
HEIDENHAIN MANUALplus 620, CNC PILOT 640
307
4.19
Цик
л
ы
нарез
ания
резьбы
Цикл определяет резьбу на основании опций "конечная точка
резьбы", "глубина резьбы" и текущей позиции инструмента.
Первая подача на врезание = "остаток" деления глубины резьбы/
глубину резания.
Поперечная резьба: используйте для поперечной резьбы G31 с
заданием контура.
W
Угол конуса (Диапазон: –45° < W < 45°) – (по умолчанию: 0)
Положение конической резьбы по отношению к
продольной и поперечной оси:
W>0: восходящий контур (в направлении обработки)
W<0: нисходящий контур
Параметр
Пример: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 [резьба]
. . .
Параметр
C
Стартовый угол (начало резьбы определено по отношению
не к центрально-симметричным элементам контура) – (по
умолчанию: 0)
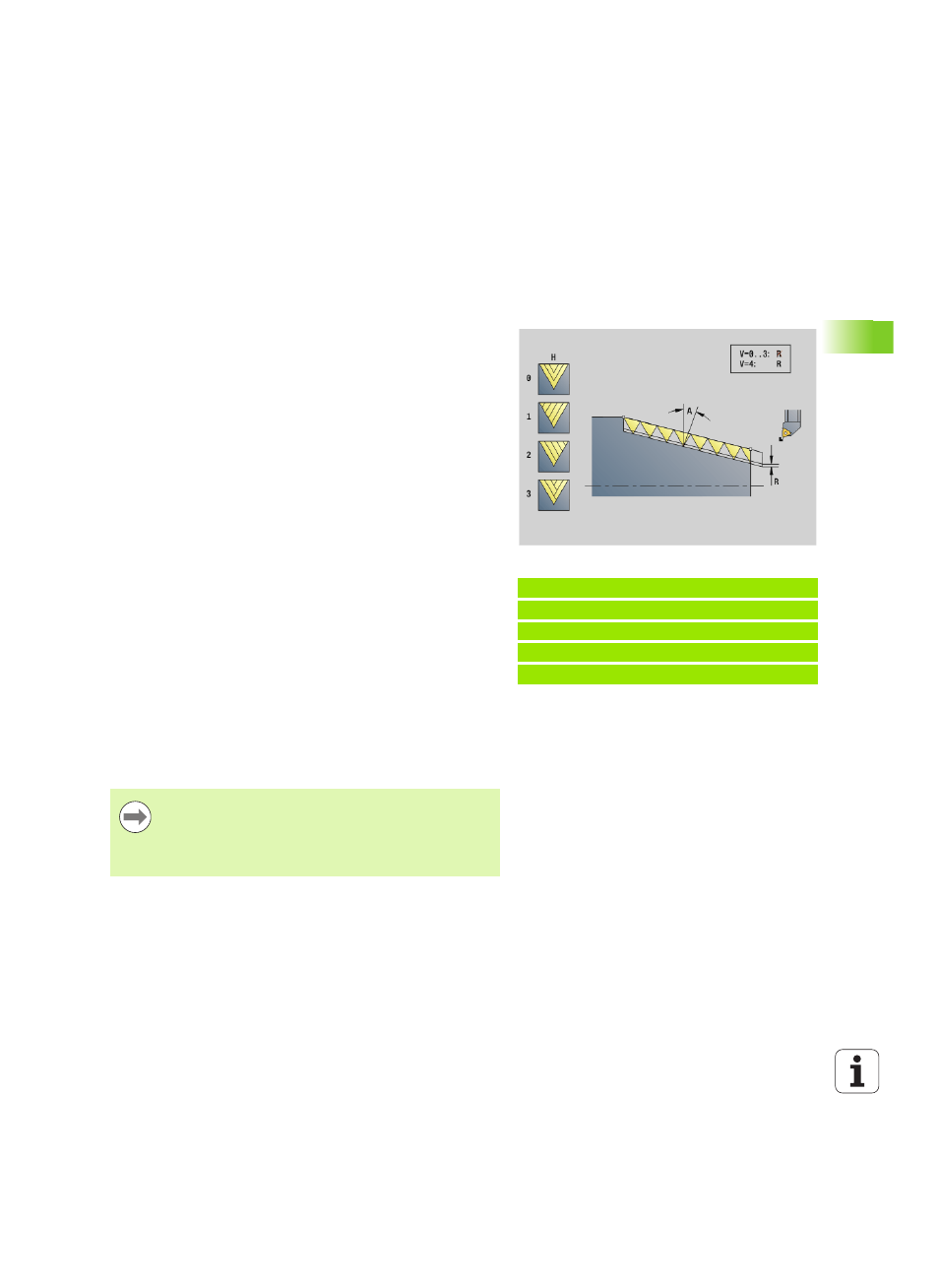
A
Угол подачи (по умолчанию: 30°)
R
Остаточное резание (по умолчанию: 0)
0: Распределение "последнего прохода" на 1/2-, 1/4-, 1/8-
и 1/8 прохода.
1: без остаточного распределения резания
E
Переменная шага (в наст. вр. без действия)
Q
Количество холостых ходов после последнего резания
(для снижения давления от резания в основании резьбы) –
(по умолчанию: 0)
D
Количество ходов для многоступенчатой резьбы
J
Опорное направление:
Значение не введено: опорное направление
определяется из первого элемента контура.
J=0: продольная резьба
J=1: поперечная резьба
"Цикл-стоп" – Система ЧПУ поднимает инструмент
из хода резьбы и останавливает все движения. (Путь
поднятия: OEM-параметры конфигурации
cfgGlobalProperties-threadliftoff)
Коррекция подачи не действует.
Ход цикла
1 Расчет распределения проходов.
2 Выполнение одного прохода нарезания резьбы.
3 Перемещение назад на ускоренном ходу и добавление
подачи для следующего среза.
4 Повторяется 2...3 раза, до полного изготовления резьбы.
5 Холостые срезы.
6 Отвод назад в стартовую точку.