2 юниты – предв арительное св ер л ение , ос ь y – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 170
170
smart.Turn-юниты для оси Y
3.2
Юниты
–
Предв
арительное
св
ер
л
ение
,
ос
ь
Y
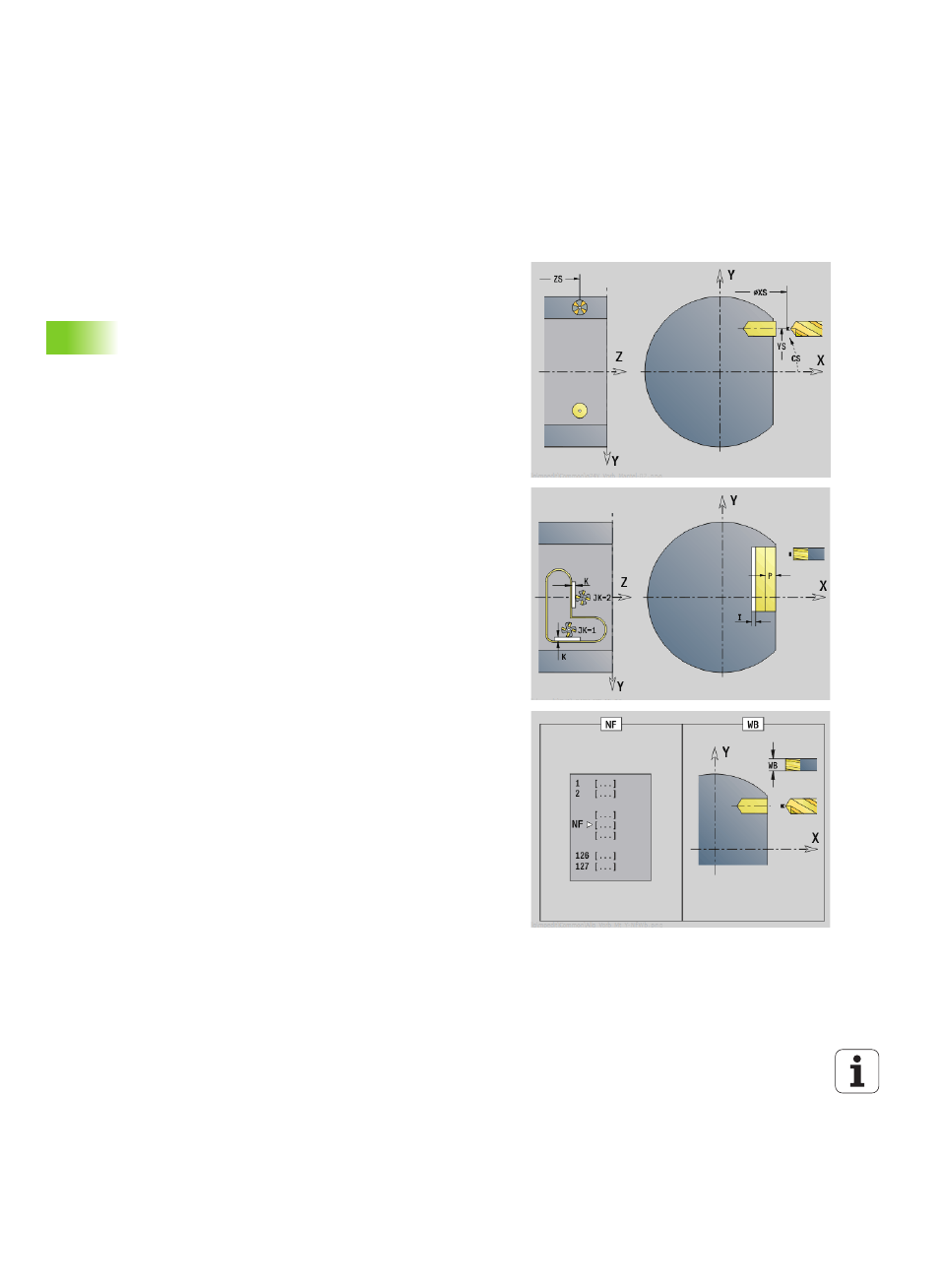
Юнит "Предварительное сверление,
контурное фрезерование ICP, плоскость YZ"
Юнит определяет положение предварительного сверления и
выполняет сверление. Следующий цикл фрезерования получает
позицию предварительного сверления через сохраненную в NF
ссылку. Если контур фрезерования состоит из нескольких
отрезков, юнит создает одно отверстие для каждого отрезка.
Имя юнита: DRILL_MAN_840_Y / Циклы: G840 A1 (см. страницу
Доступ к технологической базе данных:
Тип обработки: сверление
Параметры, на которые оказывается влияние:
F, S
Параметры формы Контур
FK
NS
Номер стартового кадра контура
NE
Номер кадра конца контура
X1
Верхняя грань фрезерования (диаметр)
P2
Глубина контура (радиус)
Параметры формы Цикл
JK
Место фрезерования
JK=0: на контуре
JK=1, замкнутый контур: в пределах контура
JK=1, незамкнутый контур: слева от контура
JK=2, замкнутый контур: вне контура
JK=2, незамкнутый контур: справа от контура
JK=3: в зависимости от H и MD
H
Направление прохода фрезерования
0: встречное движение
1: попутное движение
I
Припуск параллельно контуру
K
Припуск в направлении подачи
R
Радиус подвода
WB
Диаметр фрезы
NF
Маркер позиции
E
Время выдержки в конце отверстия (по умолчанию: 0)
D
Возврат на
0: ускоренном ходу
1: подаче
V
Уменьшение подачи
0: без уменьшения
1: в конце отверстия
2: в начале отверстия
3: в начале и конце отверстия
AB
Длина засверливания/просверливания (расстояние
для сокращения подачи)
RB
Плоскость возврата (диаметр)
Другие формы: см. страницу 58