18 определение контура в части обработки, Конец цикла/простые контуры g80 – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02 DIN Programming
Страница 294
294
DIN-программирование
4.18
Определ
ение
ко
н
тур
а
в
части
обрабо
тки
4.18 Определение контура в части
обработки
Конец цикла/простые контуры G80
G80 (с параметрами) описывает контур точения из нескольких
элементов в одном NC-кадре. G80 (без параметров) заканчивает
задание контура напрямую после цикла.
IC и KC предназначены для внутреннего использования системой
ЧПУ для представления фаски/скругления цикла.
Пример: G80
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G810 P3
N4 G80 XS60 ZS-2 XE90 ZE-50 BS3 BE-2 RC5
N5 ...
N6 G0 X85 Z2
N7 G810 P5
N8 G0 X0 Z0
N9 G1 X20
N10 G1 Z-40
N11 G80
Параметр
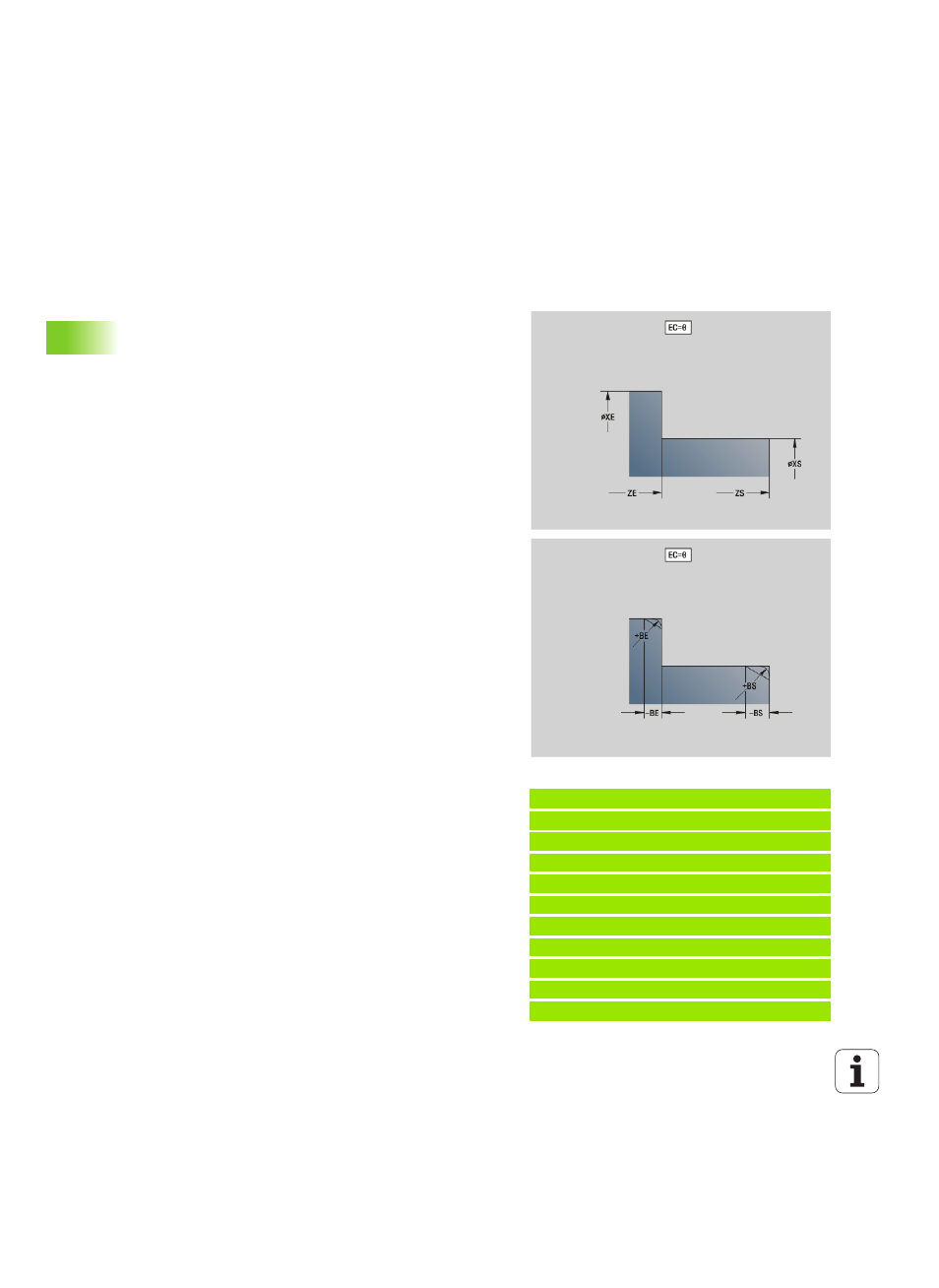
XS
Начальная точка контура Х (диаметр)
ZS
Начальная точка контура Z
XE
Конечная точка контура Х (диаметр)
ZE
Конечная точка контура Z
AC
Угол 1 элемента (Диапазон: 0° <= AC < 90°)
WC
Угол 2 элемента (Диапазон: 0° <= AC <90°)
BS
Фаска/скругление в стартовой точке
WS
Угол фаски в стартовой точке
BE
Фаска/скругление в конечной точке
WE
Угол фаски в конечной точке
RC
Радиус
IC
Ширина фаски
KC
Ширина фаски
JC
Выполнение (смотри программирование циклов)
0: простой контур
1: расширенный контур
EC
Контур врезания
0: возрастающий контур
1: контур врезания
HC
Направление контура для чистовой обработки:
0: продольно
1: поперечно