5 юниты – сверление по оси c, Юнит "отдельное отверстие на торце, Отри „юниты – сверление по оси c” на – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 85: Странице 85) (см
HEIDENHAIN MANUALplus 620, CNC PILOT 640
85
2.5 Ю
ниты – Сверление по оси C
2.5 Юниты – Сверление по оси C
Юнит "Отдельное отверстие на торце"
Юнит выполняет сверление на торцевой поверхности.
Имя юнита: G74_Bohr_Stirn_C / Цикл: G74 (смотри страница 332)
Доступ к технологической базе данных:
Тип обработки: сверление
Параметры, на которые оказывается влияние:
F, S
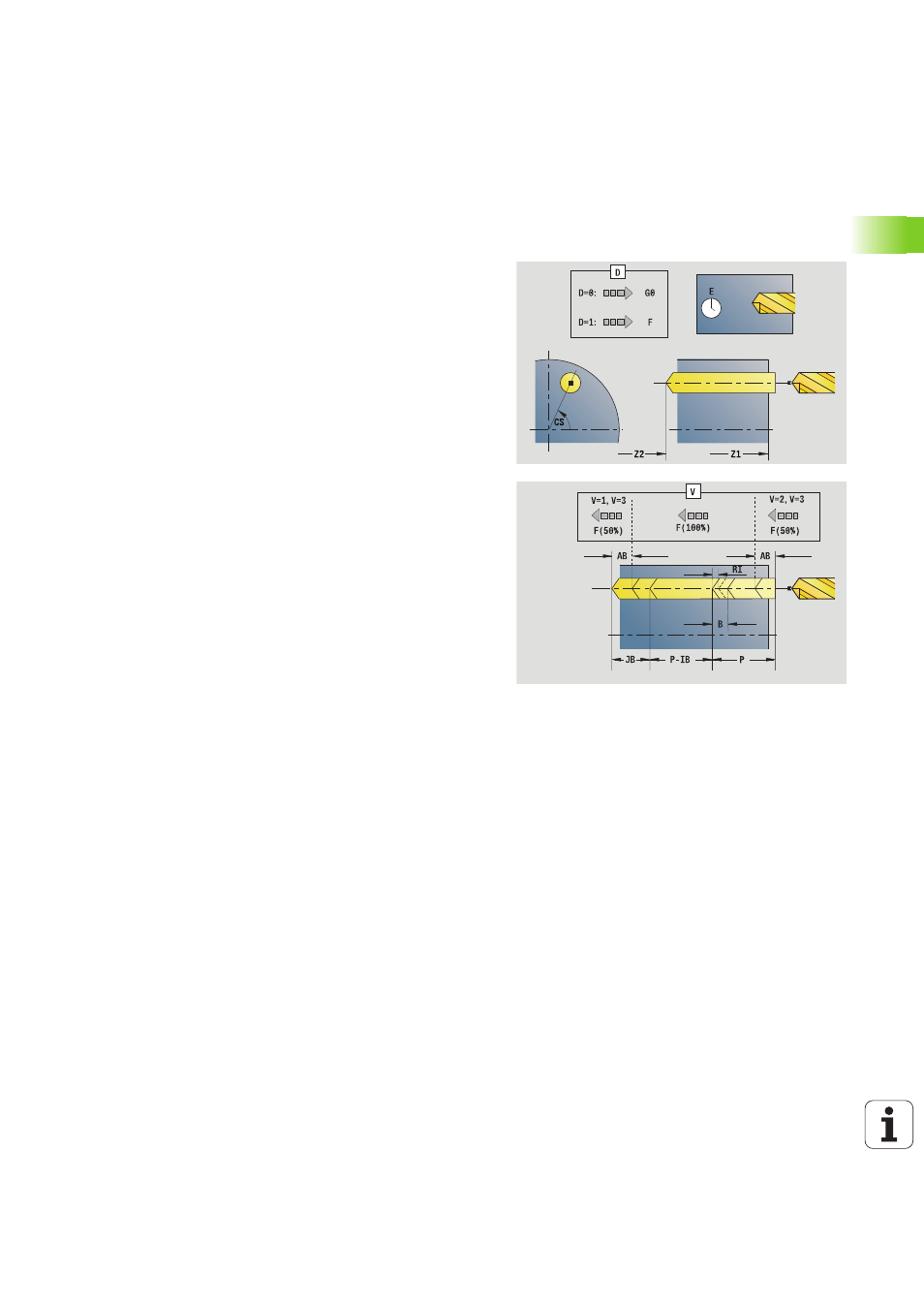
Форма Цикл
Z1
Стартовая точка сверления
Z2
Конечная точка сверления
CS
Угол шпинделя
E
Время выдержки в конце отверстия (по умолчанию: 0)
D
Возврат на
0: ускоренный ход
1: подача
V
Уменьшение подачи
0: без уменьшения
1: в конце отверстия
2: в начале отверстия
3: в начале и конце отверстия
AB
Длина засверливания/просверливания (расстояние для
сокращения подачи)
P
Глубина сверления
IB
Значение уменьшения глубины сверления: значение,
на которое уменьшается глубина сверления после
каждого прохода.
JB
Минимальная глубина сверления: если вы задали
значение уменьшения глубины сверления, то глубина
будет уменьшаться только до заданного в JB значения.
B
Расстояние отвода: значение, на которое отводится
инструмент после достижения соответствующей
глубины сверления.
RI
Внутреннее безопасное расстояние. Расстояние для
повторного подвода внутри отверстия (по умолчанию:
безопасное расстояние SCK).
Форма Глобально
G14
Точка смены инструмента
Ось отсутствует
0: одновременно
1: сначала X, потом Z
2: сначала Z, потом Х
3: только Х
4: только Z
5: только направление Y
6: одновременно с Y (оси X, Y и Z идут диагонально)