Юнит "резьбовое отверстие на боковой поверхности, 5 ю ниты – сверление по оси c – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 100
100
Юниты smart.Turn
2.5 Ю
ниты – Сверление по оси C
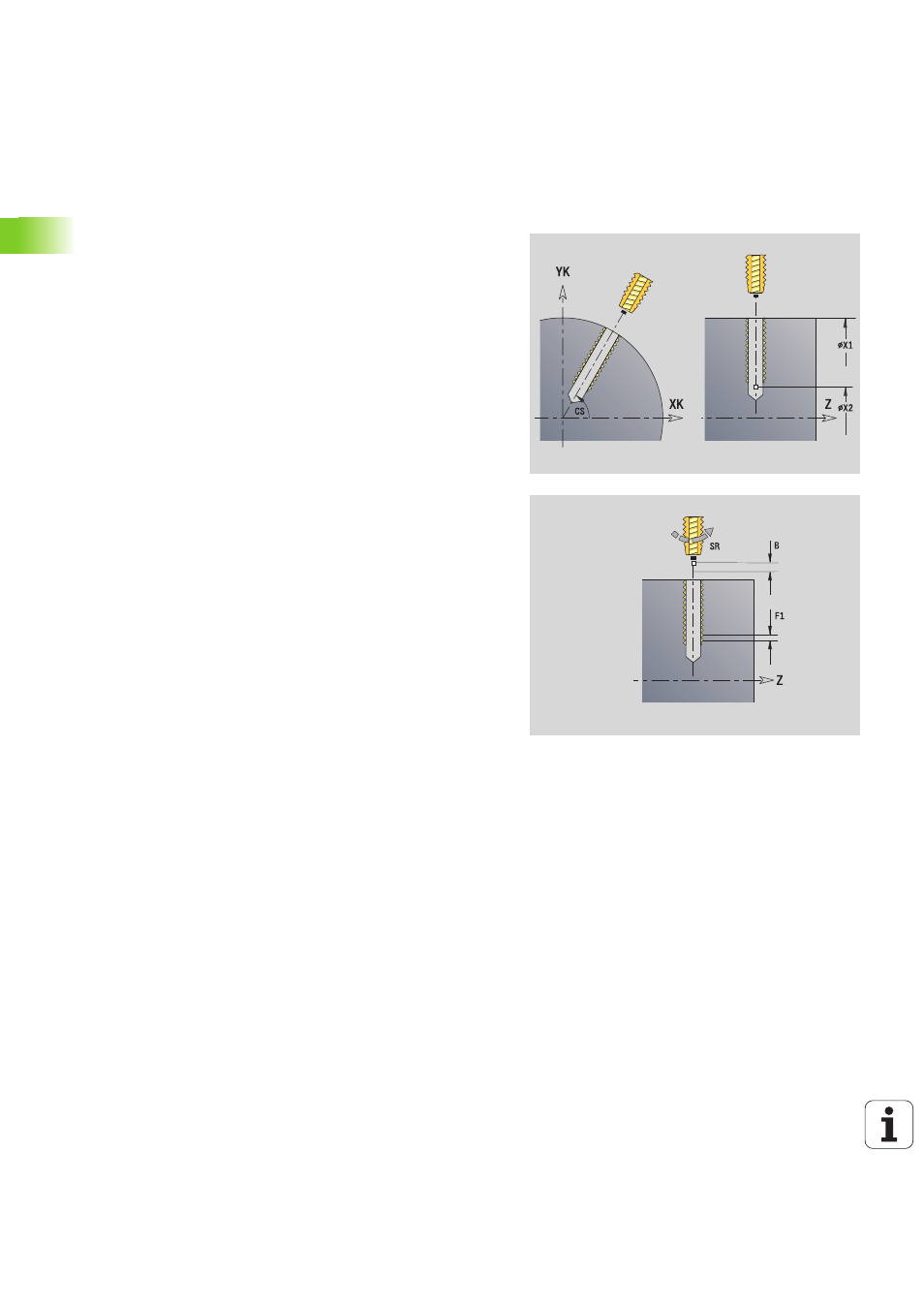
Юнит "Резьбовое отверстие на боковой
поверхности"
Юнит выполняет сверление отверстия на торцевой поверхности.
Имя юнита: G73_Gew_Mant_C / Цикл: G73 (смотри страница 329)
Используйте длину выхода при цанговых зажимах с
выравниванием длины. На основе глубины резьбы,
запрограммированного шага и "длины выхода" цикл рассчитывает
новый номинальный шаг. Номинальный шаг немного меньше
шага метчика. При выполнении резьбы сверло вытягивается из
зажимного патрона на "длину выхода". Таким образом
достигается более длительный срок службы метчиков.
Доступ к технологической базе данных:
Тип обработки: нарезание резьбы
Параметры, на которые оказывается влияние: S
Форма Цикл
X1
Стартовая точка сверления (размер диаметра)
X2
Конечная точка сверления (размер диаметра)
CS
Угол шпинделя
F1
Шаг резьбы
B
Длина захода
L
Длина выхода при использовании зажимных цанг с
компенсацией длины (по умолчанию: 0)
SR
Частота вращения возврата (по умолчанию: частота
вращения сверла)
SP
Глубина ломки стружки
SI
Расстояние отвода
Дополнительные формы:смотри страница 60