Цикл прорезки g870, 17 циклы точения, связанные с контуром – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 290
290
DIN-программирование
4.17 Циклы точения, связанные с контуром
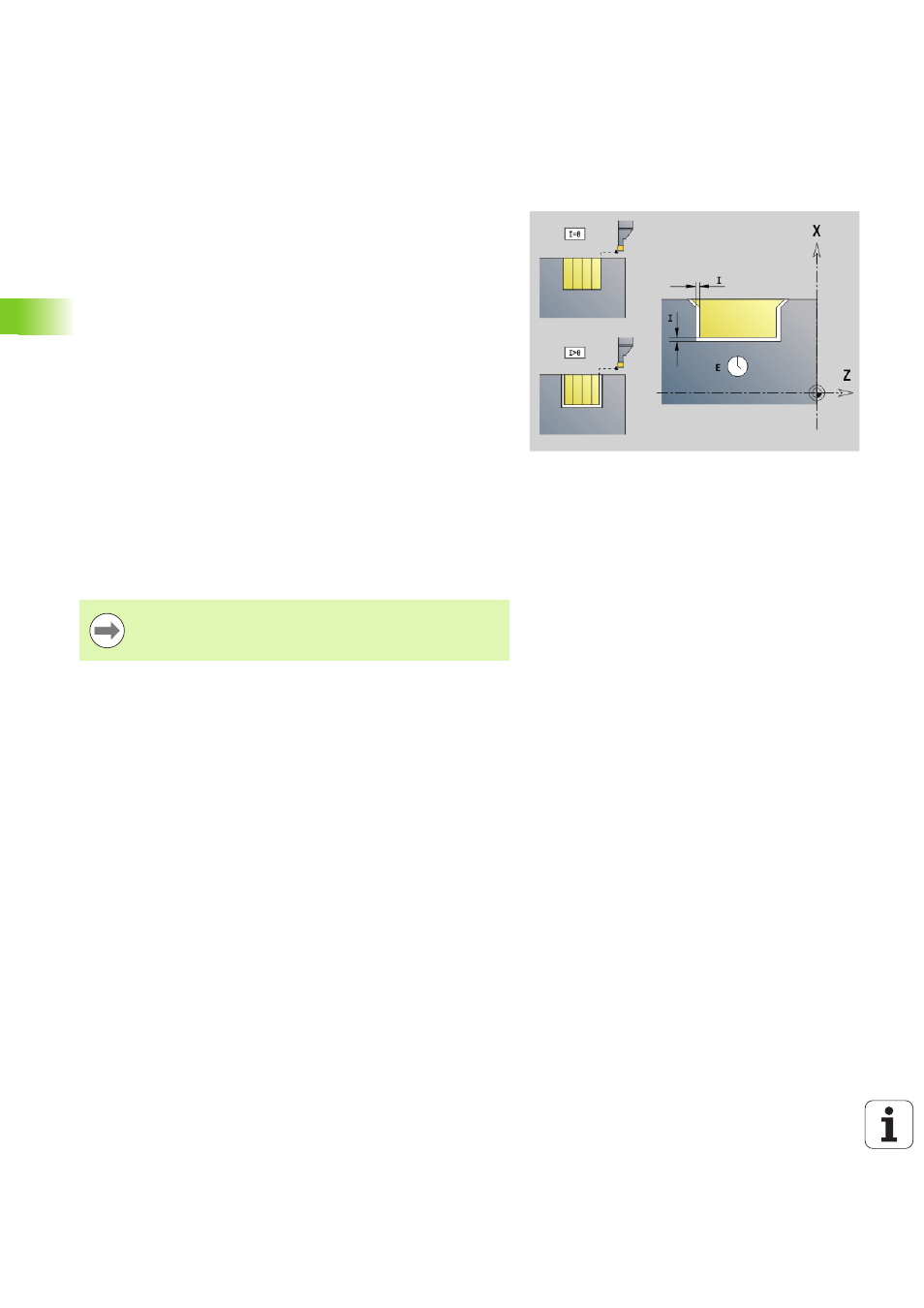
Цикл прорезки G870
G870 выполняет определенную прорезку с помощью G22-Geo . На
основе данных инструмента Система ЧПУ распознает, предстоит
внешняя или внутренняя обработка, либо радиальная или
аксиальная прорезка.
Параметр
ID
Вспомогательный контур – идентификационный номер
обрабатываемого контура
NS
Номер кадра (ссылка на G22-Geo)
I
Припуск при предварительной прорезке (по умолчанию: 0)
I=0: врезание выполняется за один рабочий ход.
I\>0: за первый рабочий ход выполняется
предварительное врезание, за второй - чистовая
обработка.
E
Время выдержки (по умолчанию: время одного поворота
шпинделя)
при I=0: при каждой прорезке
при I\>0: только при чистовой обработке
Расчет распределения резов:
Максимальное смещение = 0,8 * Ширина режущей кромки
Проводится коррекция радиуса режущей кромки.
Припуски не учитываются.
Ход цикла
1 Расчет распределения проходов.
2 Из стартовой точки добавляется подача для первого прохода.
Радиальное врезание: сначала направление Z, затем X
Аксиальное врезание: сначала направление X, затем Z
3 Врезка (как задано в "I").
4 Перемещение назад на ускоренном ходу и добавление
подачи для следующего среза.
5 При I=0: задержка на время "E"
6 Повторяется 3...4 раза, пока не будет обработана прорезь.
7 При I\>0: производится чистовая обработка контура