371); g84, 371); g846, 26 циклы фрезерования – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 371
HEIDENHAIN MANUALplus 620, CNC PILOT 640
371
4.26 Циклы фрезерования
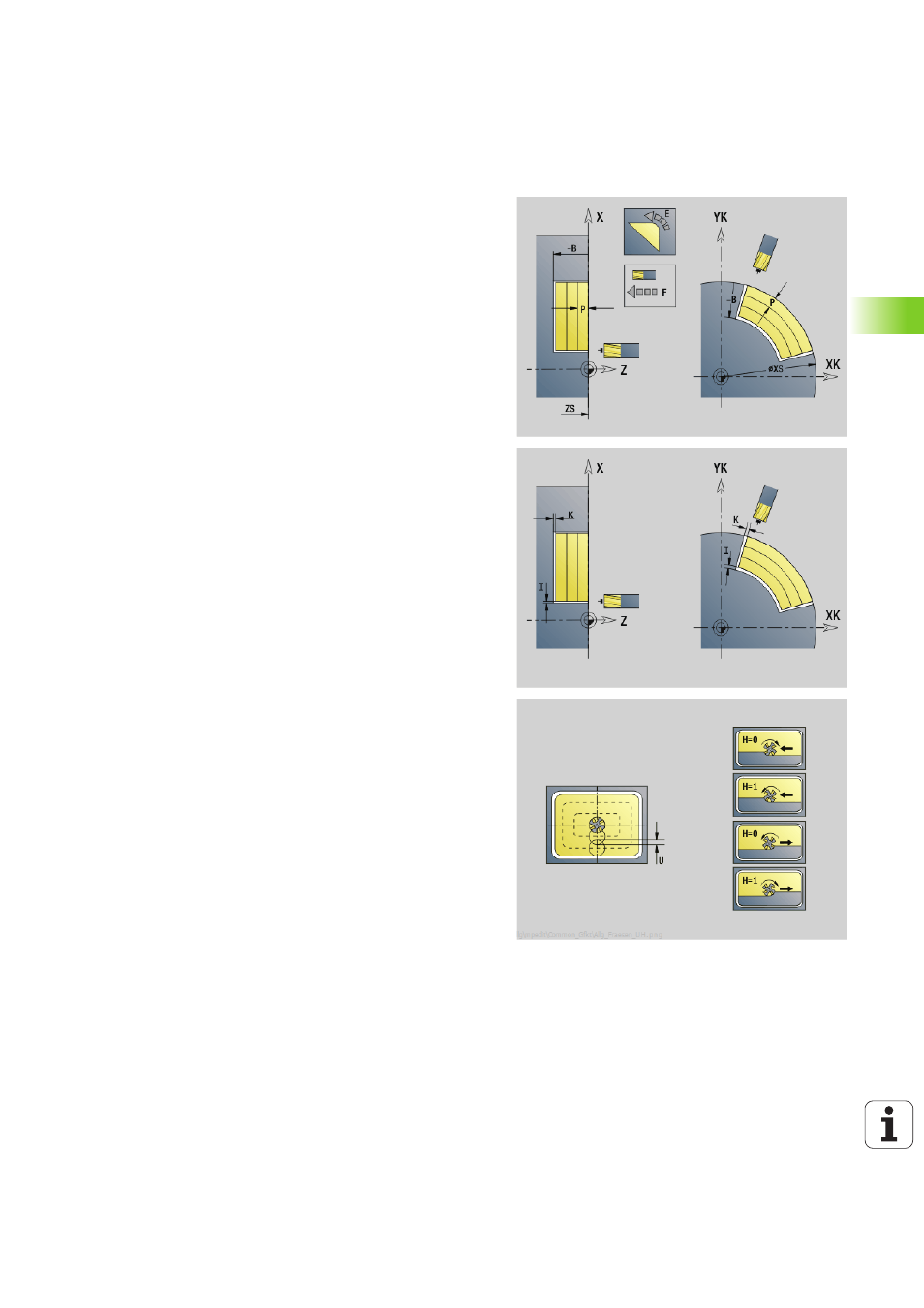
G845 – Фрезерование
На направление фрезерования можно повлиять при помощи
направления хода фрезы Н
, направления обработки Q и
направления вращения фрезы (см. таблицу). Программируйте
только приведенные в следующей таблице параметры.
Смотри также:
Страница 369G845 – основы
G845 – определение позиции предварительного
сверленияСтраница 370
Параметры фрезерования
ID
Контур фрезерования – имя контура фрезерования
NS
Номер стартового кадра контура
Фигуры: номер кадра фигуры
Свободный замкнутый контур: элемент контура (не
стартовая точка)
B
Глубина фрезерования (по умолчанию: глубина из
описания контура)
P
(Максимальная) подача на врезание (по умолчанию:
фрезеровка с одной подачей на врезание)
XS
Верхний предел фрезерования боковой поверхности
(заменяет отсчетную плоскость из описания контура)
ZS
Верхний предел фрезерования торцовой поверхности
(заменяет отсчетную плоскость из описания контура)
I
Припуск в направлении Х (радиус)
K
Припуск в направлении Z
U
(Минимальный) коэффициент перекрытия. Устанавливает
перекрытие траекторий фрезерования (по умолчанию: 0,5).
Перекрытие = U*Диаметр фрезы
V
Коэффициент перекрытия (при обработке оси С без
функции)
H
Направление фрезерования (по умолчанию: 0)
0: встречное движение
1: попутное движение
F
Подача для врезания на глубину (по умолчанию: активная
подача)
E
Уменьшенная подача для круглых элементов (по
умолчанию: активная подача)
RB
Плоскость возврата (по умолчанию: назад в исходное
положение)
Торцовая или задняя сторона: позиция возврата в
направлении Z
Поверхность образующей: позиция возврата в
направлении X (диаметр)
Q
Направление обработки (по умолчанию: 0)
0: изнутри наружу
1: снаружи внутрь