Метрическая iso-резьба g35, Смотри “метрическая iso-резьба g35” на, Странице 312 – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 312: 19 циклы резьбы
312
DIN-программирование
4.19 Циклы резьбы
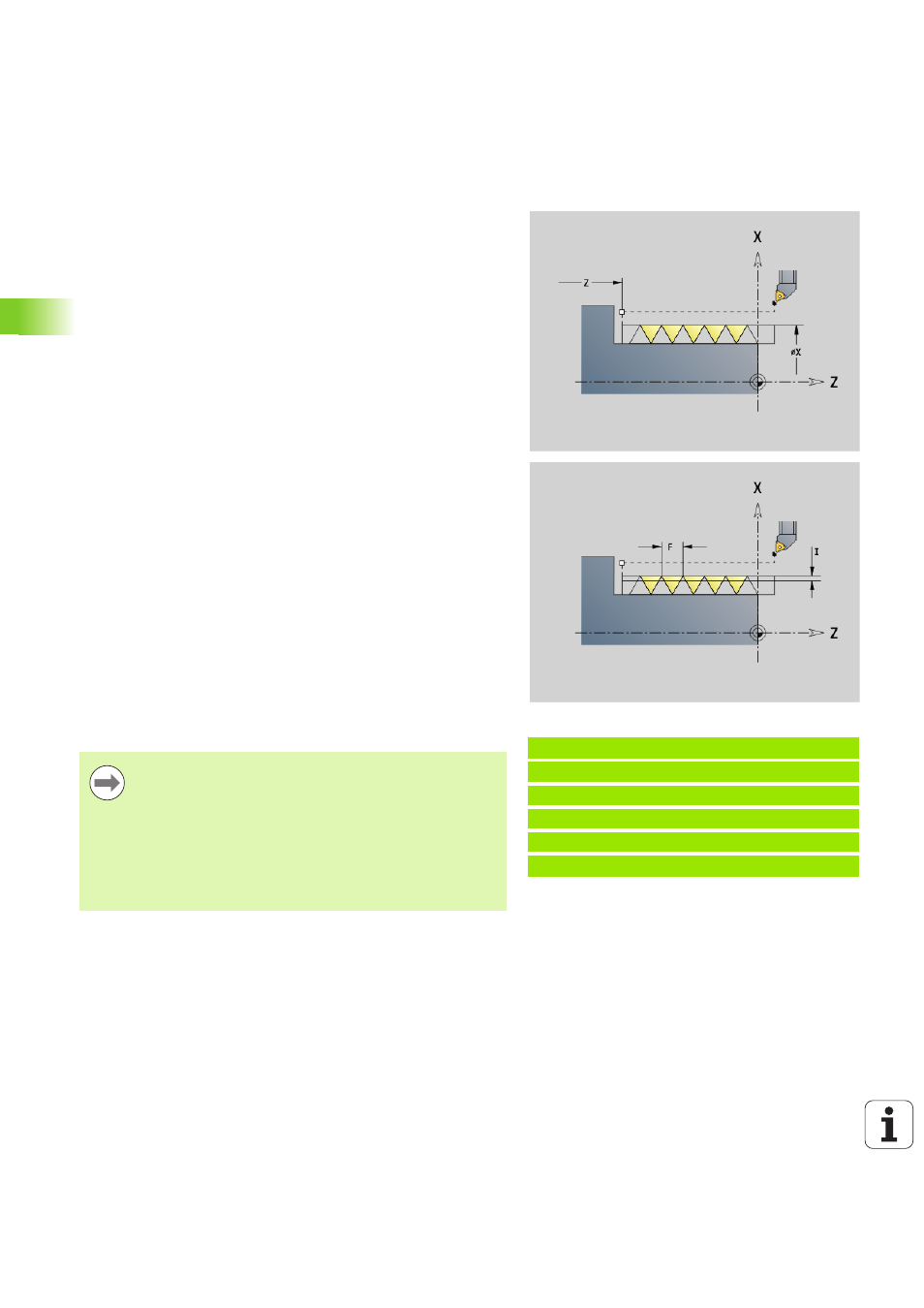
Метрическая ISO-резьба G35
G35 изготавливает продольную резьбу (внутреннюю или
наружную). Резьба начинается с актуальной позиции инструмента
и кончается в "конечной точке X, Z".
На основании позиции инструмента относительно конечной точки
резьбы Система ЧПУ рассчитывает, будет производиться
внешняя резьба или же внутренняя.
Пример: G35
%35.NC
[G35]
N1 T5 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
КОНЕЦ
Параметр
X
Конечная точка резьбы (диаметр)
Z
Конечная точка резьбы
F
Шаг резьбы
I
Максимальное врезание
Значение не введено: I рассчитывается из шага и глубины
резьбы.
Q
Количество холостых ходов после последнего резания
(для снижения давления от резания в основании резьбы) –
(по умолчанию: 0)
V
Тип подачи на врезание (по умолчанию: 0); подробная
информация смотри страница 302.
0: постоянное сечение стружки при всех срезах
1: постоянная подача на врезание
2: с остаточным распределением резания. Первая
подача на врезание = "остаток" деления глубины резьбы/
глубину резания. "Последний проход" разделяется на 1/
2-, 1/4-, 1/8- и 1/8-прохода.
3: подача на врезание вычисляется из шага резьбы и
частоты вращения
4: как в MANUALplus 4110
5: постоянная подача (как в 4290)
6: постоянно с остатком (как в 4290)
"Цикл-стоп" – Система ЧПУ поднимает инструмент
из хода резьбы и останавливает все движения.
(Путь поднятия: OEM-параметр конфигурации
cfgGlobalProperties-threadliftoff)
В случае внутренней резьбы следует задавать "шаг
резьбы F", так как диаметр продольного элемента
не является диаметром резьбы. Если установление
шага резьбы используется Система ЧПУ, то следует
рассчитывать с небольшими отклонениями.
Ход цикла
1 Расчет распределения проходов.
2 Выполнение одного прохода нарезания резьбы.
3 Перемещение назад на ускоренном ходу и добавление
подачи для следующего среза.
4 Повторяется 2...3 раза, до полного изготовления резьбы.
5 Холостые срезы.
6 Отвод назад в стартовую точку.