Выточка din 509 e с обработкой цилиндра g851, 21 циклы выточек – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 319
HEIDENHAIN MANUALplus 620, CNC PILOT 640
319
4.21 Циклы выточек
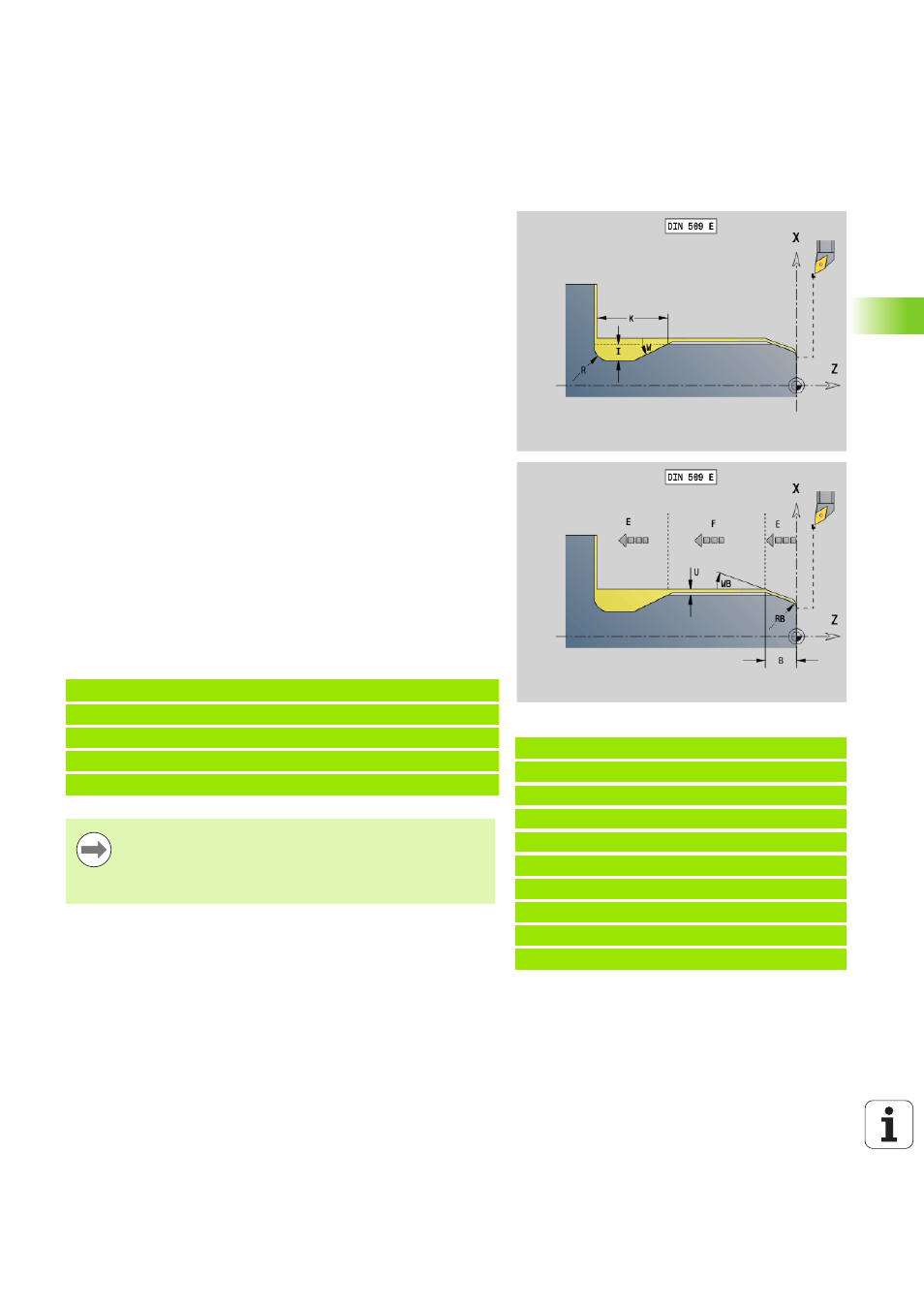
Выточка DIN 509 E с обработкой цилиндра G851
G851 изготавливает выносной цилиндр, выточку, последующую
поперечную плоскость и врезку цилиндра, если вы зададите один
из параметров длина врезки или радиус врезки.
Незапрограммированные параметры Система ЧПУ“Цикл выточки
G85” на странице 317 определяет на основании диаметра
цилиндра из таблицы норм (смотри ).
Последующие кадры вызова цикла
Пример: G851
%851.nc
[G851]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G851 I3 K15 W30 R2 B5 RB2 WB30 E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
КОНЕЦ
Параметр
I
Глубина выточки (по умолчанию: таблица норм)
K
Длина выточки (по умолчанию: таблица норм)
W
Угол выточки (по умолчанию: таблица норм)
R
Радиус выточки (по умолчанию: таблица норм)
B
Длина надреза – нет ввода: надрез цилиндра не
выполняется
RB
Радиус надреза – нет ввода: надрез цилиндра не
выполняется
WB Угол надреза (по умолчанию: 45 °)
E
Уменьшенная подача для изготовления выточки (по
умолчанию: активная подача)
H
Тип отвода (по умолчанию: 0):
0: инструмент возвращается к точке старта
1: инструмент останавливается в конце плоской
поверхности
U
Припуск шлифования для области цилиндра (по
умолчанию: 0)
N.. G851 I.. K... W... /вызов цикла
N.. G0 X.. Z.. /угловая точка надреза цилиндра
N.. G1 Z.. /угол выточки
N.. G1 X.. /конечная точка плоская поверхность
N.. G80 /Конец описания контура
Выточка изготавливается только в прямоугольных,
параллельных оси углах контура на продольной оси.
Выполняется коррекция радиуса режущей кромки.
Припуски: не учитываются