35 g-функции из предшеств ующих систем управления – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 439
HEIDENHAIN MANUALplus 620, CNC PILOT 640
439
4.35 G-функции из предшеств
ующих систем управления
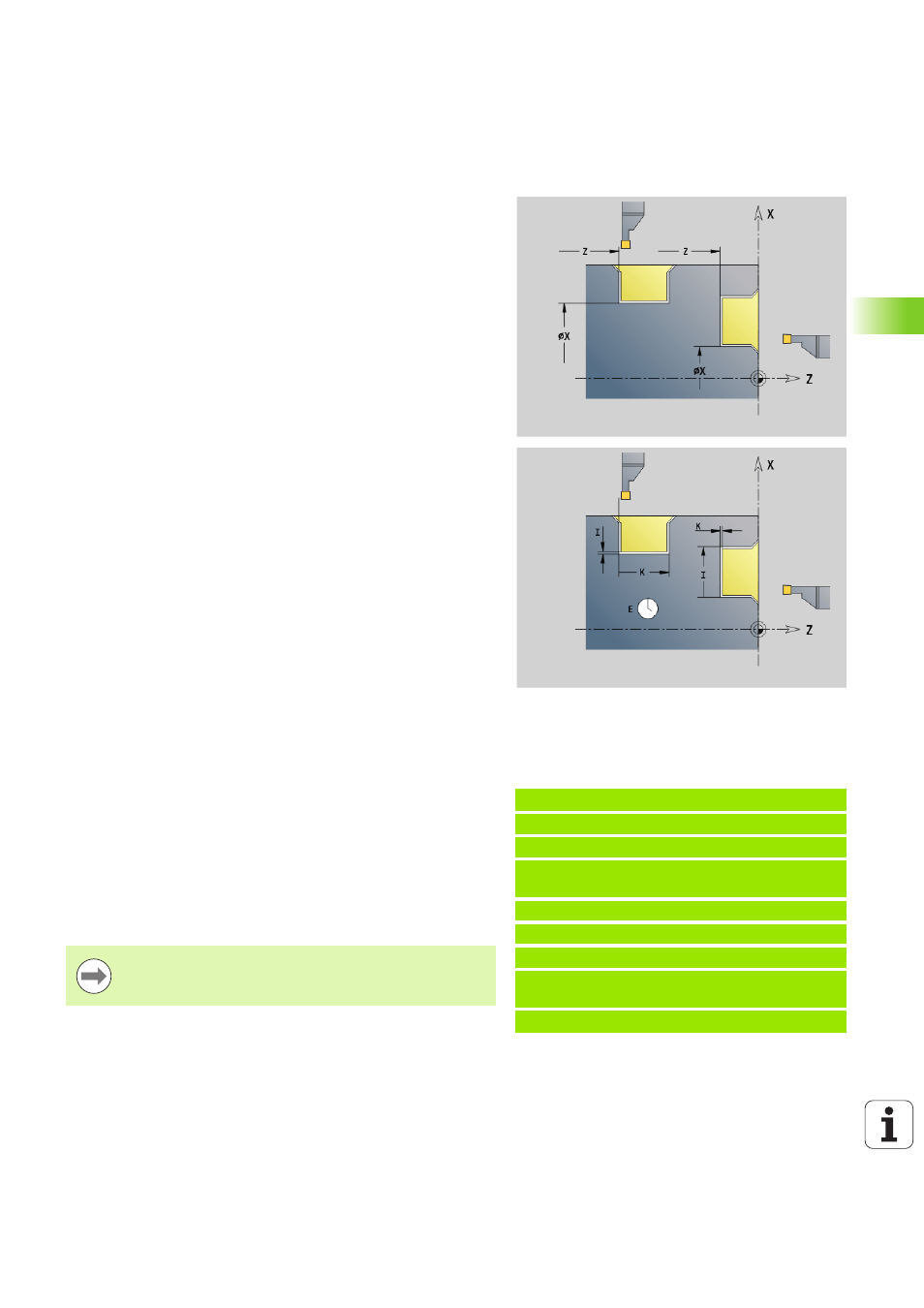
Прорезка G86
G86 выполняет простые радиальные и аксиальные выточки с
фасками. На основании "положения инструмента" Система ЧПУ
определяет радиальную или аксиальную, внешнюю или
внутреннюю врезку.
"Припуск" запрограммирован: сначала предварительная
прорезка, затем чистовая
G86 выполняет фаски на сторонах прорези. Если вы не хотите
выполнять фаски, то разместите инструмент на достаточном
удалении от прорези. Вычисление стартовой позиции XS
(диаметр):
Параметр
X
Угловая точка основания (диаметр)
Z
Угловая точка основания
I
Радиальная выточка: припуск
I0: припуск (предварительная прорезка и чистовая
обработка)
I=0: без чистовой обработки
Аксиальная выточка: ширина выточки
I\>0: ширина выточки
Ввод отсутствует: ширина выточки = ширине
инструмента
K
Радиальная выточка: ширина выточки
K\>0: ширина выточки
Ввод отсутствует: ширина выточки = ширине
инструмента
Аксиальная выточка: припуск
K\>0: припуск (предварительная прорезка и чистовая
обработка)
K=0: без чистовой обработки
E
Время выдержки (время выхода из материала) – (по
умолчанию: продолжительность одного оборота)
С припуском на чистовую обработку: только при
чистовой обработке
Без припуска на чистовую обработку: при каждом
врезании
Пример: G86
. . .
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [в радиальном
направлении]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [в аксиальном
направлении]
. . .
XS = XK + 2 * (1,3 – b)
XK:
Диаметр контура
b:
Ширина фаски
Проводится коррекция радиуса режущей кромки.
Припуски не рассчитываются.