29 прочие g-функции, Зажимные устройства в режиме моделирования g65, Контур заготовки g67 (для графики) – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 383: Время выдержки g4, Точная остановка g7, Три „время выдержки, G4” на странице 383)
HEIDENHAIN MANUALplus 620, CNC PILOT 640
383
4.29 Прочие G-функции
4.29 Прочие G-функции
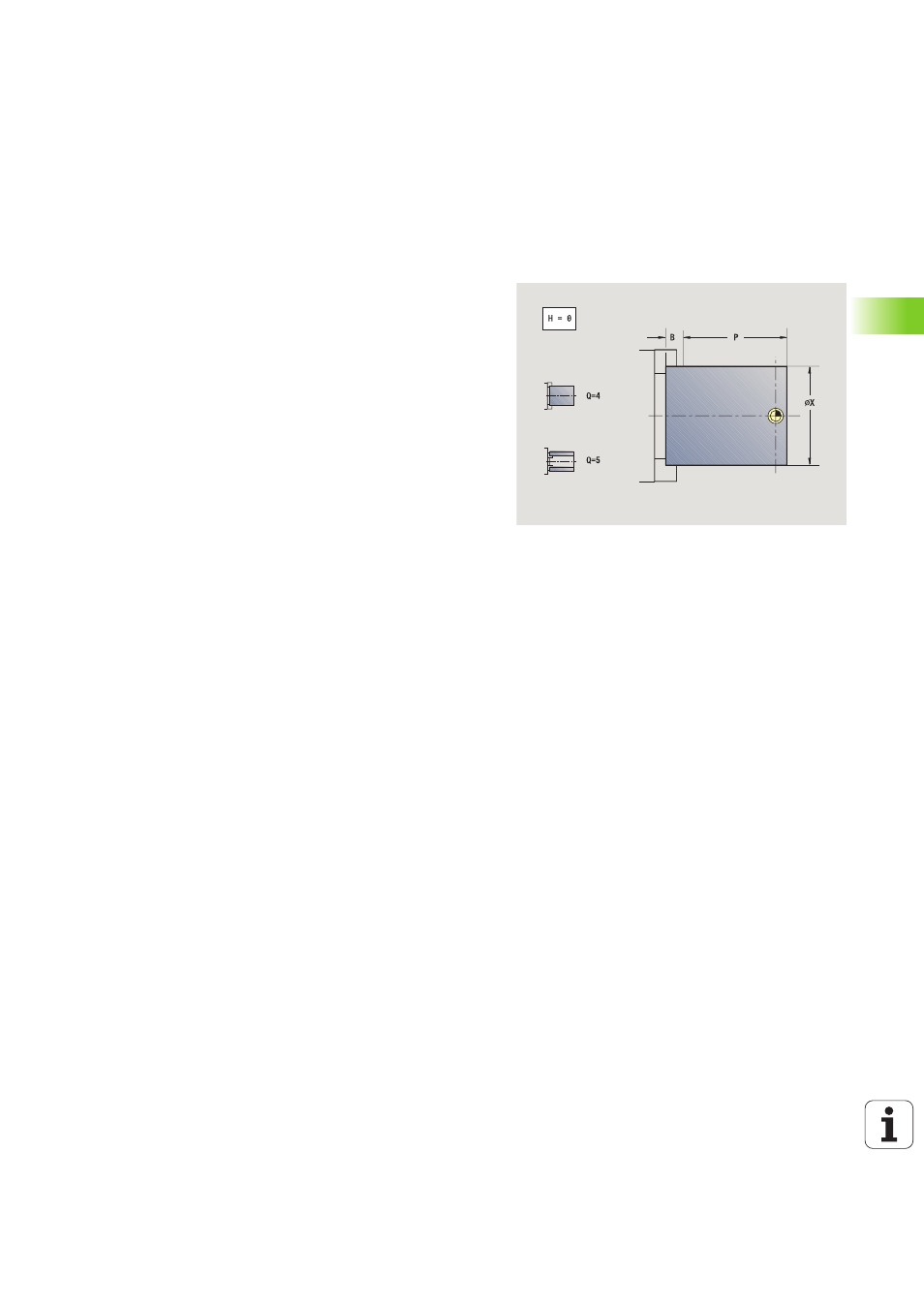
Зажимные устройства в режиме моделирования
G65
G65 обозначает зажимные устройства в графике моделирования.
Контур заготовки G67 (для графики)
G67 показывает "вспомогательную заготовку" в режиме
моделирования.
Время выдержки G4
При G4 Система ЧПУ ждет время "F" или выполнения оборотов на
основании прорези "D" а затем выполняет следующий кадр
программы. Если G4 программируется с траекторией
перемещения в одном кадре, то время выдержки или количество
оборотов на основании прорези действует после окончания
траектории перемещения.
Точная остановка G7
G7 включает "точную остановку" с самоудержанием. При "точной
остановке" Система ЧПУ запускает следующий кадр, если
"Положение окна погрешности" достигло конечной точки. Окно
погрешности представляет собой параметр конфигурации
("ParameterSets PX(PZ)/CfgControllerTol/posTolerance").
"Точная остановка" действует на отдельные траектории и циклы.
NC-кадр, в котором запрограммирован G7, выполняется уже с
"точной остановкой".
Параметр
H
Номер зажимного устройства (программируйте всегда
H=0)
D
Номер шпинделя – не вводится
X
Диаметр заготовки
Z
Начальная точка – не вводится
Q
Форма зажима
4: внешний зажим
5: внутренний зажим
B
Зажимная длина (В+Р = длине заготовки)
P
Длина вне закрепления
V
Удаление зажимного устройства
Параметр
ID
Идентификационный номер вспомогательной заготовки
NS
Номер кадра контура
Параметр
F
Время выдержки [сек] (0 F = 999)
D
Обороты на основании прорези