1 основы – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 595
HEIDENHAIN MANUALplus 620, CNC PILOT 640
595
8.1 Основы
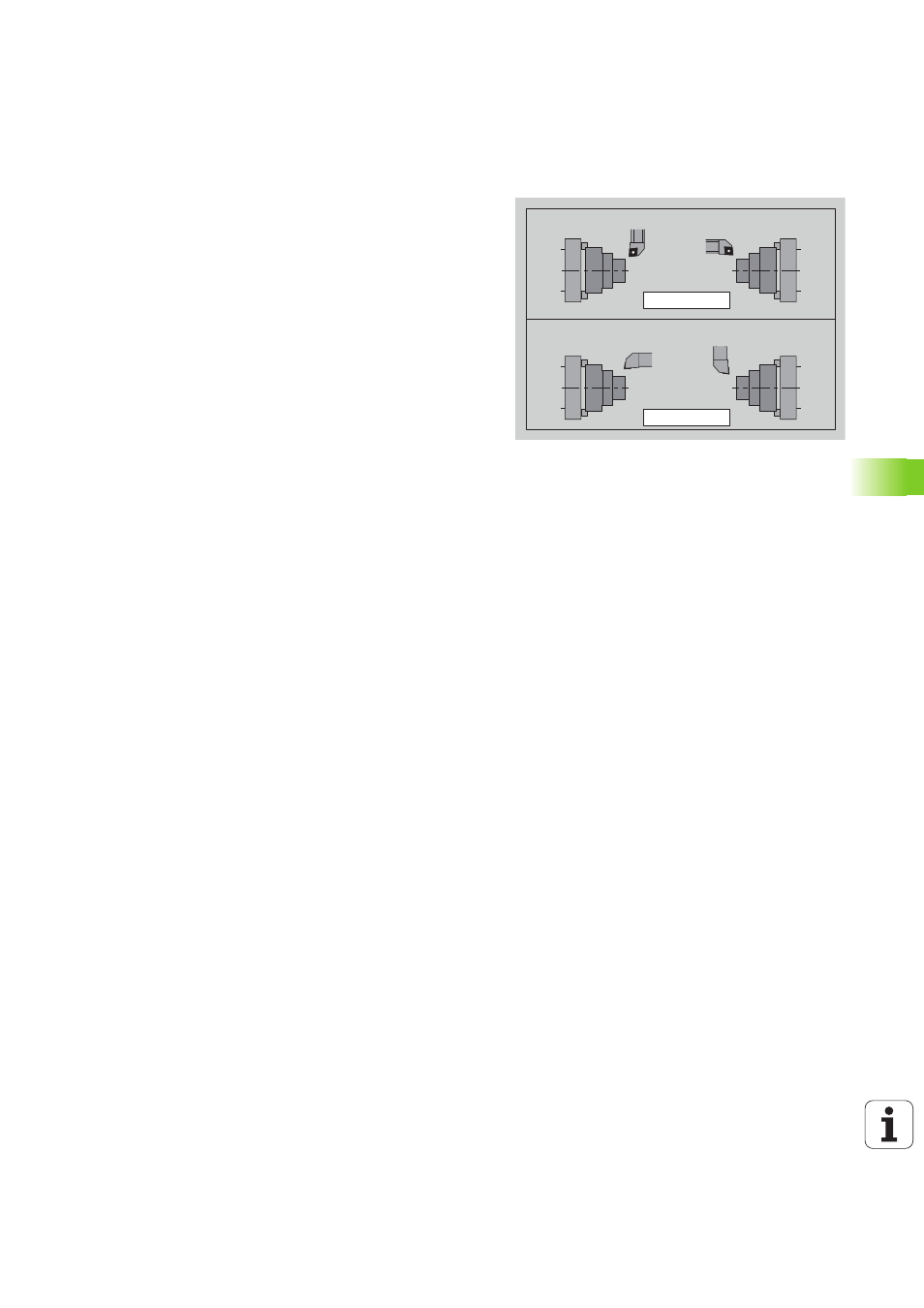
Инструменты для оси B
Другим преимуществом оси В является гибкое использование
инструментов при токарной обработке. Путем наклона оси В и
вращения инструмента можно достичь положения инструмента,
которое позволяет выполнять продольную и поперечную
обработку, а также радиальную и осевую обработку на главном
шпинделе и противошпинделе одним и тем же инструментом.
Таким образом сокращается число необходимых инструментов и
количество операций по смене инструмента.
Инструментальные данные: все инструменты описываются Х-, Z-
и Y-размерами и коррекцией в инструментальной базе данных.
Эти размеры соотнесены с углом наклона B=0° .
Дополнительно вводится угол положения CW. Этот параметр
определяет рабочее положение инструментов без привода
(токарных инструментов).
Угол наклона оси В отсутствует в инструментальных данных. Этот
угол определяется при обращении к инструменту или при его
использовании.
Ориентация инструмента и индикация положения: расчет
крайнего положения токарных инструментов происходит не
основе ориентации режущей кромки.
Система управления рассчитывает ориентации токарных
инструментов на основе угла в плане/ угла наклона.
BW 180
CW 0
CW 1
BW 90
BW 90
BW 0