7 юниты – чистовая обработка – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 120
120
Юниты smart.Turn
2.7 Юниты – Чистовая обработка
Форма Цикл
H
Тип выхода из материала. Инструмент поднимается
под углом 45° по отношению к направлению обработки
и подходит к позиции "I, K" (по умолчанию: 3):
0: диагонально
1: сначала направление X, затем Z
2: сначала направление Z, затем X
3: останавливается на безопасном расстоянии
4: без отвода инструмента (инструмент остается на
конечной координате)
5: по диагонали в нач.поз
6: сначала направление X, затем Z в нач.поз
7: сначала направление Z, затем X в нач.поз
8: с G1 на I и K
I, K
Конечная позиция цикла. Позиция, к которой выполняет
подвод в конце цикла (I: диаметр).
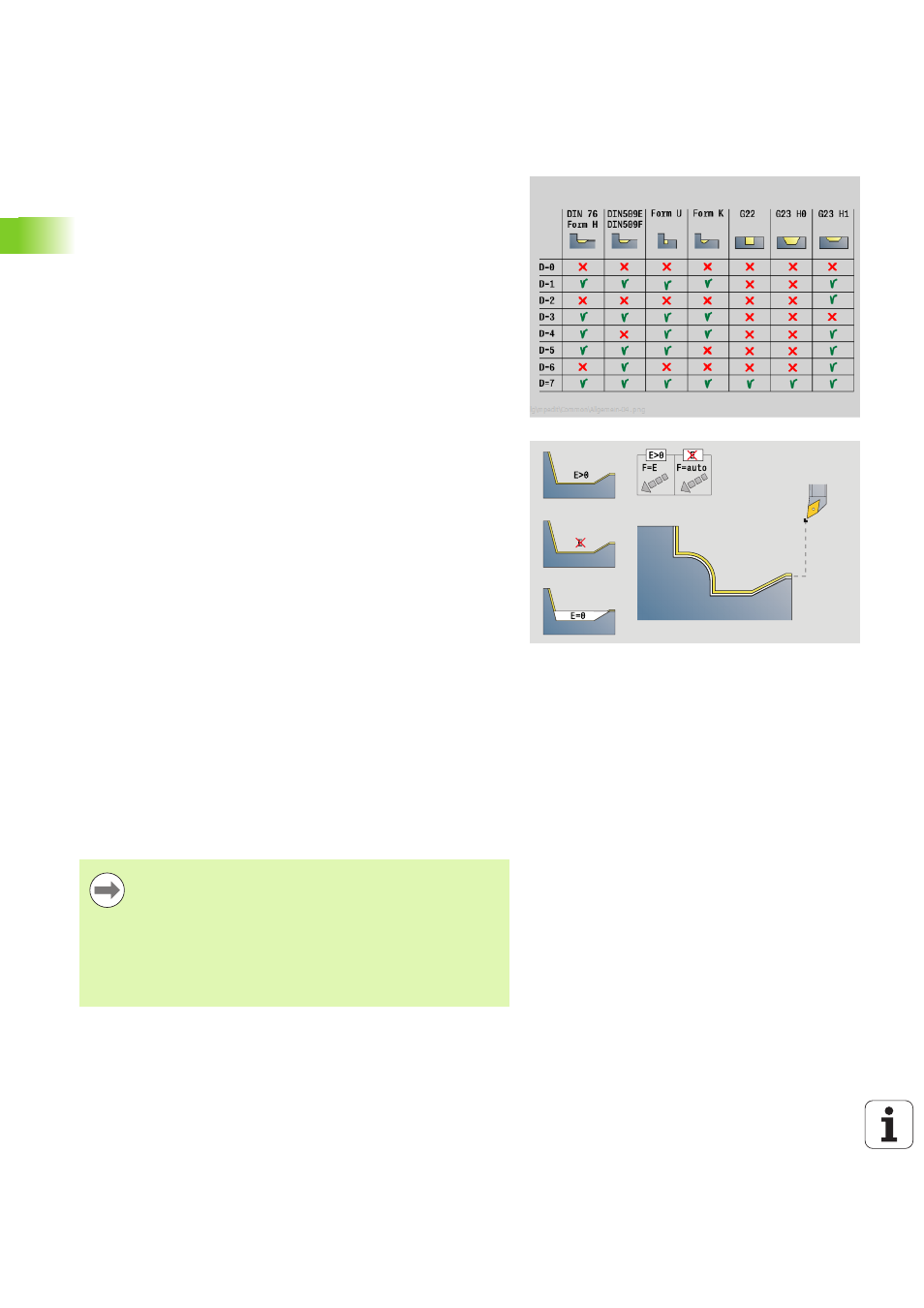
D
Скрытие элементов (см. рисунок)
E
Поведение при врезании
E=0: не обрабатывать ниспадающие контуры
E\>0: подача врезания при обработке ниспадающих
элементов контура. Обрабатываются нисходящие
элементы контура.
Ввод отсутствует: подача врезания уменьшается при
обработке нисходящих элементов контура –
максимум 50%. Обрабатываются нисходящие
элементы контура.
O
Уменьшение подачи для круговых элементов (по
умолчанию: 0)
0: уменьшение подачи активно
1: без уменьшения подачи
DXX
Дополнительный номер коррекции 1 - 16
G58
Припуск параллельно контуру (радиус)
DI
Припуск параллельно оси X
DK
Припуск параллельно оси Z
Дополнительные формы:смотри страница 60
При активном уменьшении подачи обрабатывается
каждый "мелкий" элемент контура при как минимум 4
оборотах шпинделя.
С помощью адреса Dxx активируется аддитивная
коррекция для всего цикла. Аддитивная коррекция
снова выключается в конце цикла. Аддитивная
коррекция редактируется в режиме работы "Отработка
программы".