Линейная канавка на торцовой поверхности g791, 26 циклы фрезерования – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 350
350
DIN-программирование
4.26 Циклы фрезерования
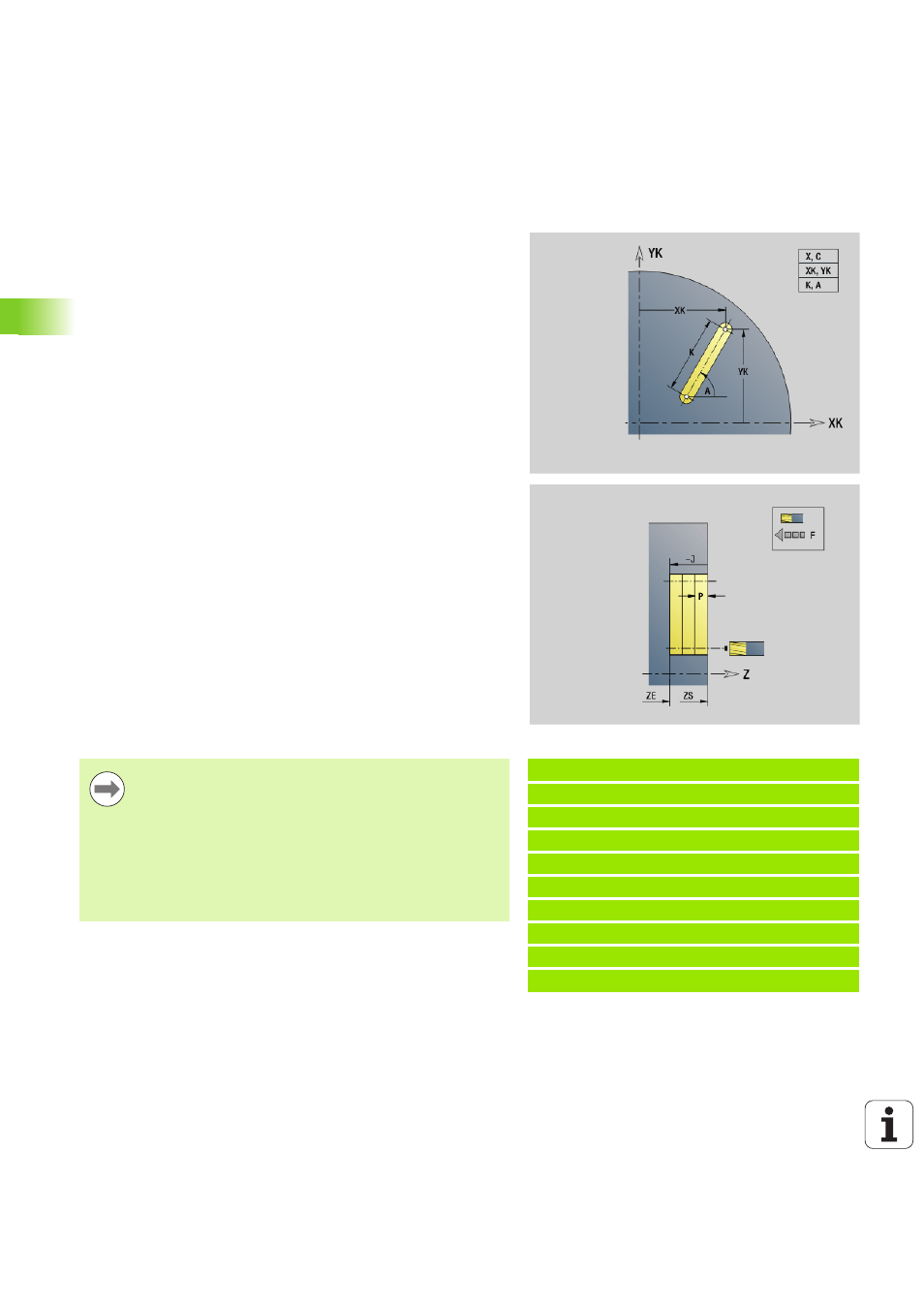
Линейная канавка на торцовой поверхности
G791
G791 фрезерует канавку от актуальной позиции инструмента к
конечной точке. Ширина канавки соответствует диаметру фрезы.
Нет перерасчета припуска.
Комбинации параметров при определении конечной точки: см.
рисунок
Комбинации параметров при определении плоскости
фрезерования:
Дно фрезерования ZE, верхняя грань фрезерования ZS
Дно фрезерования ZE, глубина фрезерования J
Верхняя грань фрезер ZS, глубина фрезерования J
Дно фрезерования ZE
Пример: G791
%791.NC
[G791]
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G100 XK20 YK5
N6 G791 XK30 YK5 ZE-5 J5 P2
N7 M15
КОНЕЦ
Параметр
X
Конечная точка в полярных координатах (диаметр)
C
Конечный угол. Конечная точка канавки в полярных
координатах (направление угла: см. рисунок)
XK
Конечная точка канавки (декартовы координаты)
YK
Конечная точка канавки (декартовы координаты)
K
Длина канавки привязана к центру фрезы
A
Угол канавки (привязка: см. вспомогательный рисунок)
ZE
Дно фрезерования
ZS
Верхняя грань фрезерования
J
Глубина фрезерования
J\>0: направление подачи –Z
J<0: направление подачи +Z
P
Максимальная подача на врезание (по умолчанию: общая
глубина в одном направлении подачи)
F
Подача на врезание (по умолчанию: активная подача)
Переместите шпиндель перед вызовом G791 на
желаемую угловую позицию.
Если вы используете систему позиционирования
шпинделя (не ось C), то выполняется аксиальная
канавка, центрически к оси вращения.
Если J или ZS заданы, цикл подает на врезание по Z
на безопасное расстояние, а затем фрезерует
канавку. Если J и ZS не заданы, цикл фрезерует с
действующей позиции инструмента.