26 циклы фрезерования – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 377
HEIDENHAIN MANUALplus 620, CNC PILOT 640
377
4.26 Циклы фрезерования
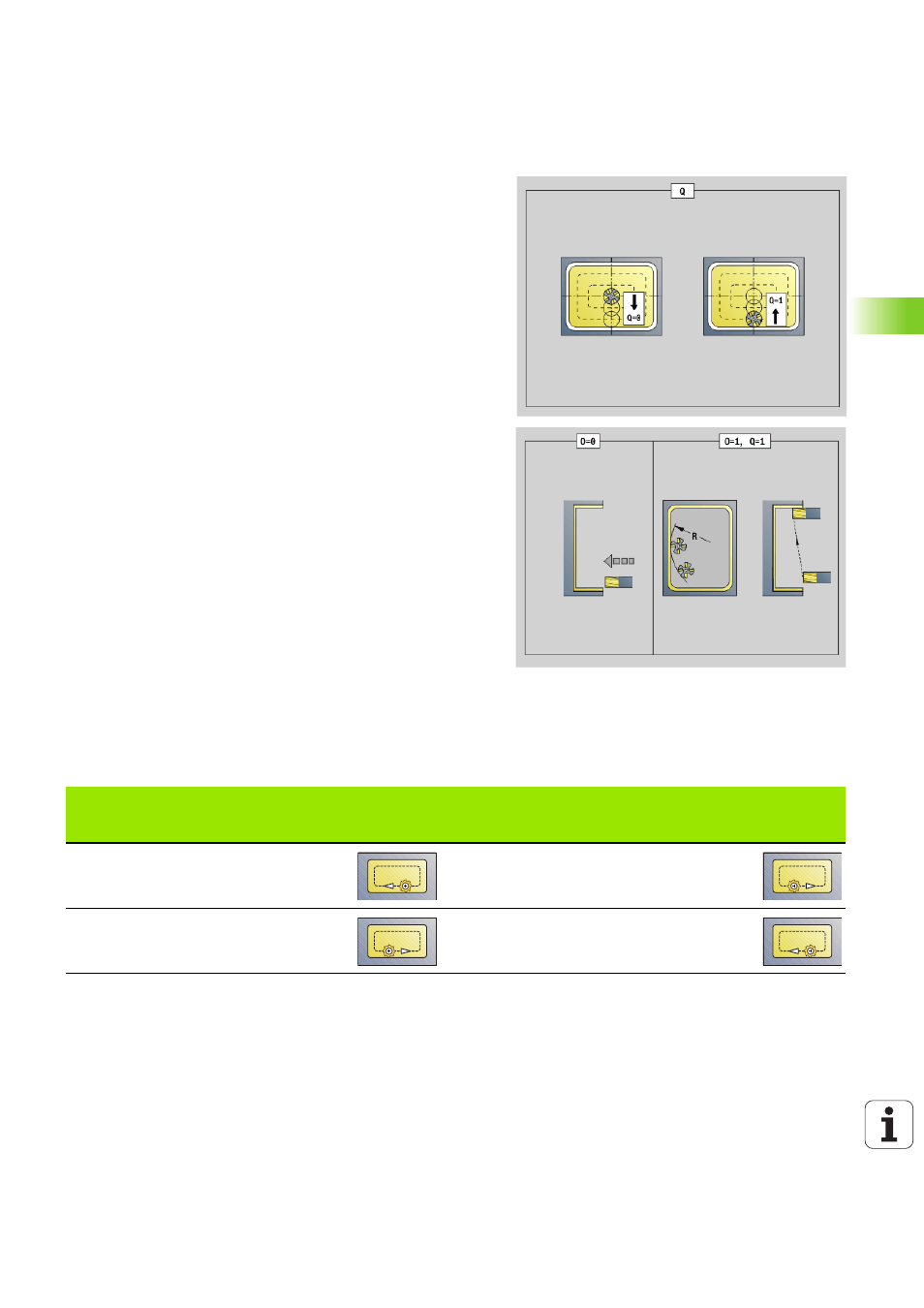
На направление фрезерования Вы можете повлиять при помощи
направления хода фрезы H
, направления обработки Q и
направления вращения фрезы (см. следующую таблицу).
Параметры чистовой обработки
Q
Направление обработки (по умолчанию: 0)
0: изнутри наружу
1: снаружи внутрь
O
Параметры врезания (по умолчанию: 0)
O=0 (перпендикулярное врезание): цикл выполняет
перемещение в начальную точку, врезание и чистовую
обработку кармана.
Q=1 (входная дуга с подачей на глубину): при верхних
плоскостях фрезерования цикл подает для плоскости, а
затем выполняет перемещение по входной дуге. При
самой нижней плоскости фрезерования фреза врезается
при подводе по входной дуге до глубины фрезерования
(трехмерная входная дуга). Этот способ врезания можно
применять только в комбинации со входной дугой "R".
Условием является обработка снаружи внутрь (Q=1).
Ход цикла
1 Стартовая позиция (X, Z, C) - это позиция перед циклом.
2 Рассчитывается распределение проходов (подвод на
плоскости фрезерования, подводы на глубину
фрезерования).
3 Подводит на безопасное расстояние и подача на врезание
для первой глубины фрезерования.
4 Фрезеруется плоскость.
5 Отвод на безопасное расстояние, подвод и добавление
подачи для следующей глубины фрезерования.
6 Повторяется 4...5 раз, пока не будет отфрезерована вся
плоскость.
7 Возврат с "частотой вращения возврата S" назад.
Чистовое фрезерование карманов G846
Напр. хода
фрезер.
Напр. вращ.
инстр.
Отработка
Напр. хода
фрезер.
Напр. вращ.
инстр.
Отработка
встречное (H=0)
Mx03
попутное (H=1)
Mx03
встречное (H=0)
Mx04
попутное (H=1)
Mx04