17 циклы точения, связанные с контуром – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 279
HEIDENHAIN MANUALplus 620, CNC PILOT 640
279
4.17 Циклы точения, связанные с контуром
На основе данных инструмента Система ЧПУ распознает,
предстоит внешняя или внутренняя обработка.
Параметр
V
Идентификатор начала/конца (по умолчанию: 0).
Обрабатывается фаска/скругление:
0: в начале и в конце
1: в начале
2: в конце
3: без обработки
4: обрабатывается фаска/скругление – не базовый
элемент (условие: область контура с одним
элементом)
B
Расчет контура
0: автоматически
1: инструмент слева (G41)
2: инструмент справа (G42)
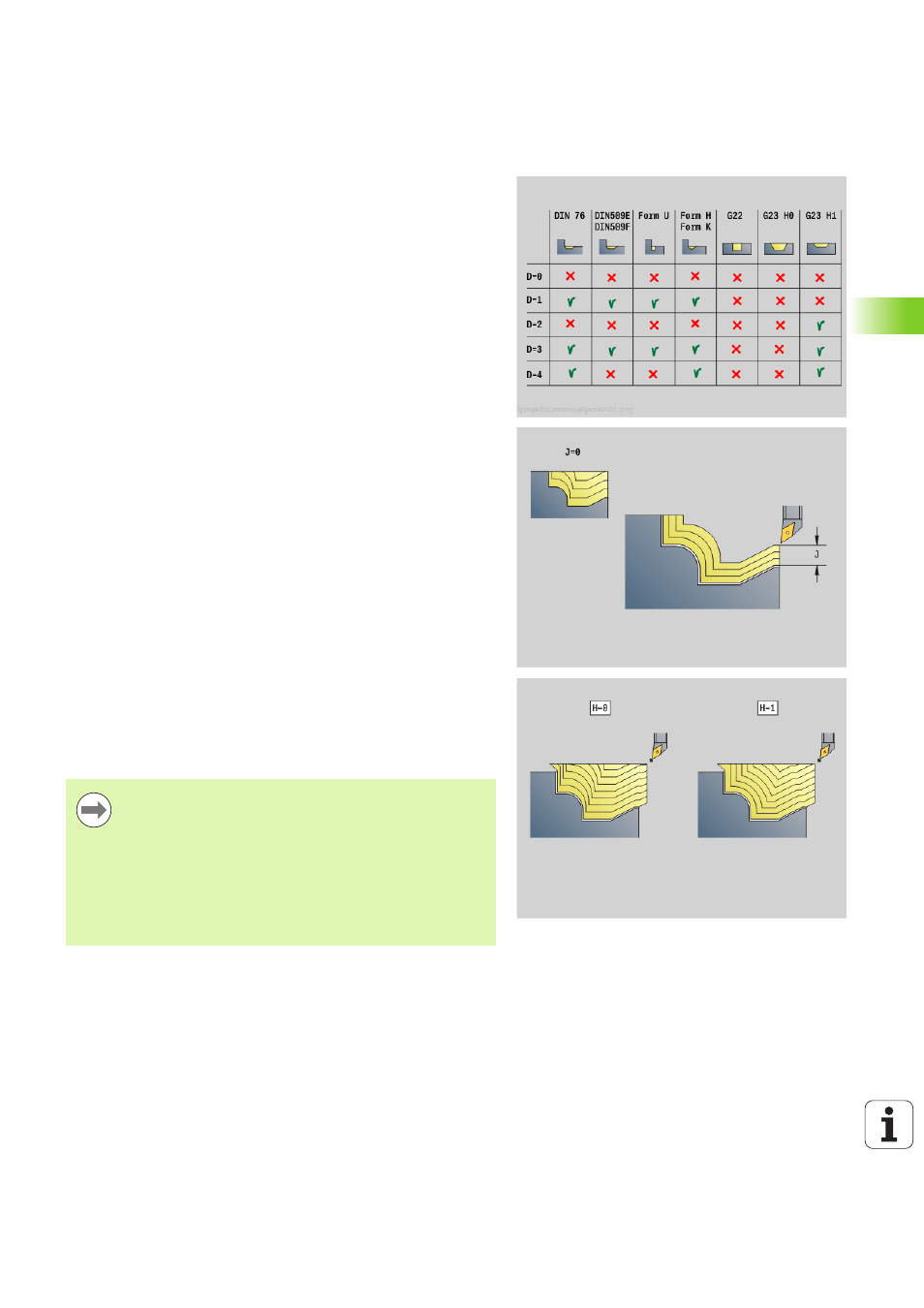
D
Скрытие элементов (см. рисунок)
J
Припуск заготовки (радиус) – активен только, если
заготовка не определена.
H
Параллельно контуру – тип линий резания:
0: постоянная глубина резания
1: линии резания на одинаковом расстоянии
HR
Задание направления основной обработки
XA, ZA Начальная точка заготовки (действует только тогда,
когда заготовка не запрограммирована):
XA, ZA не запрограммированы: контур заготовки
рассчитывается из позиции инструмента и ICP-
контура.
XA, ZA запрограммированы: задание угловой точки
заготовки.
Проводится коррекция радиуса режущей кромки.
G57-припуск "увеличивает" контур (в том числе и
внутренние контуры).
G58-припуск
\>0: "увеличивает" контур
<0: не вычисляется
G57-/G58-припуски после окончания цикла
удаляются.