Линейно поверхность оболочки g111, 25 обработка повер хности образующей – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 347
HEIDENHAIN MANUALplus 620, CNC PILOT 640
347
4.25 Обработка повер
хности образующей
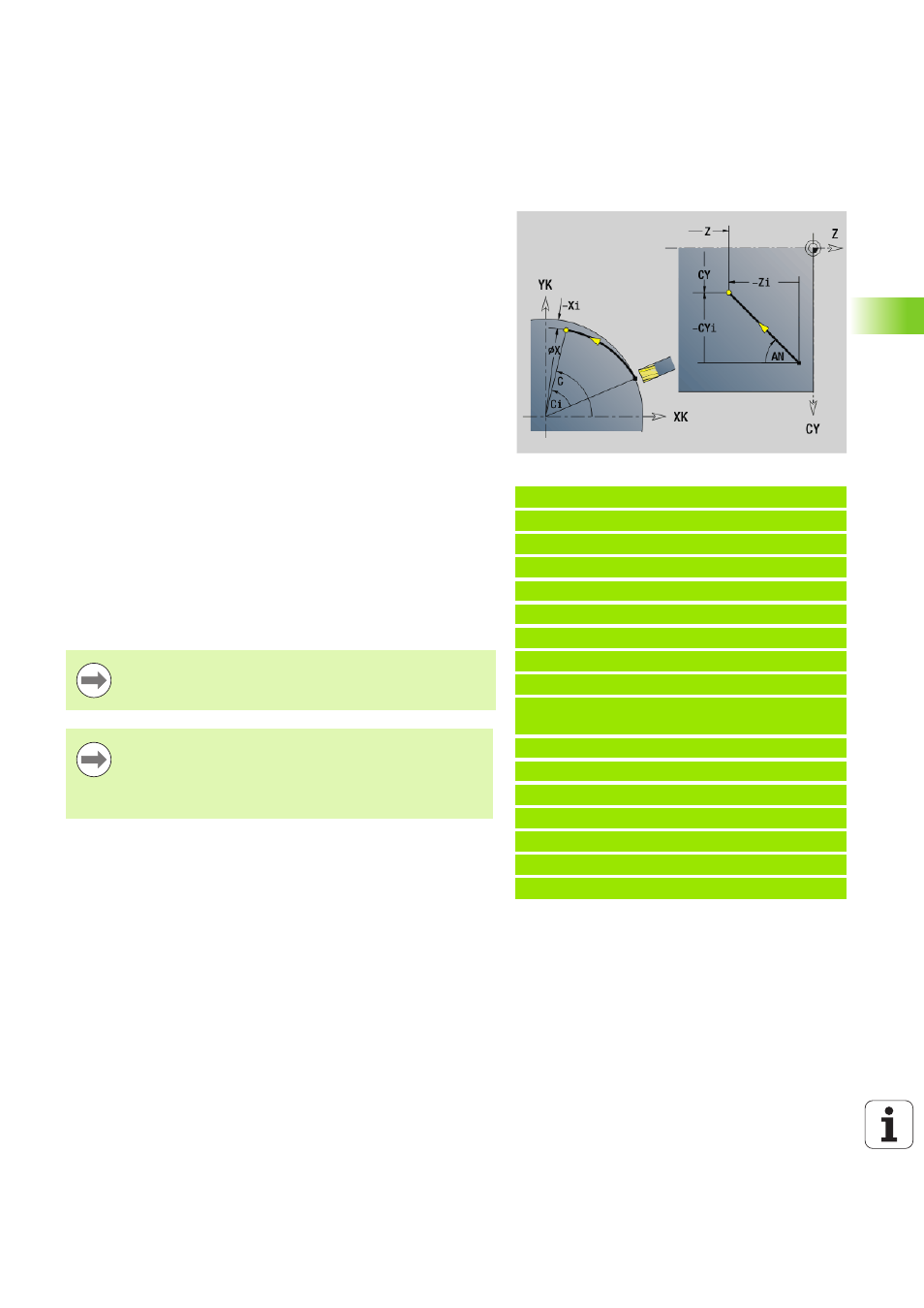
Линейно поверхность оболочки G111
G111 выполняет линейное перемещение с подачей до "конечной
точки".
Пример: G111
. . .
[G111, G120]
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G41 Q2 H0
N7 G110 Z-20 CY0
N8 G111 Z-40 [Линейное перемещение на
образующей]
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635
N12 G40
N13 G110 X105
N14 M15
. . .
Параметр
Z
Конечная точка
C
Конечный угол – направление угла: см. вспомогательный
рисунок
CY
Конечная точка как размер отрезка (привязка: развертка
образующей на опорном диаметре G120)
X
Конечная точка (диаметр) – (по умолчанию: текущая
позиция X)
Параметры для описания геометрии (G80)
AN
Угол с положительным направлением оси Z
BR
Фаска/скругление. Задает переход к следующему
элементу контура. Программируйте теоретическую
конечную точку, если вводится фаску/скругление.
Ввод отсутствует: плавный переход
BB=0: не плавный переход
BR\>0: радиус скругления
BR<0: ширина фаски
Q
Точка пересечения. Конечная точка, когда отрезок
пересекает дугу окружности (по умолчанию: 0):
Q=0: ближняя точка пересечения
Q=1: дальняя точка пересечения
Параметры AN, BR и Q можно применять только в
описании геометрии, которая закрыта G80 и
используется для одного цикла.
Программирование:
Z, C, CY: абсолютно, в приращениях или с
самоудержанием
Запрограммируйте Z–C или Z–CY