17 циклы точения, связанные с контуром – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 284
284
DIN-программирование
4.17 Циклы точения, связанные с контуром
На основе данных инструмента Система ЧПУ распознает,
предстоит внешняя или внутренняя обработка, либо радиальная
или аксиальная прорезка.
Повторные прорезки можно запрограммировать при помощи
G741 перед вызовом цикла.
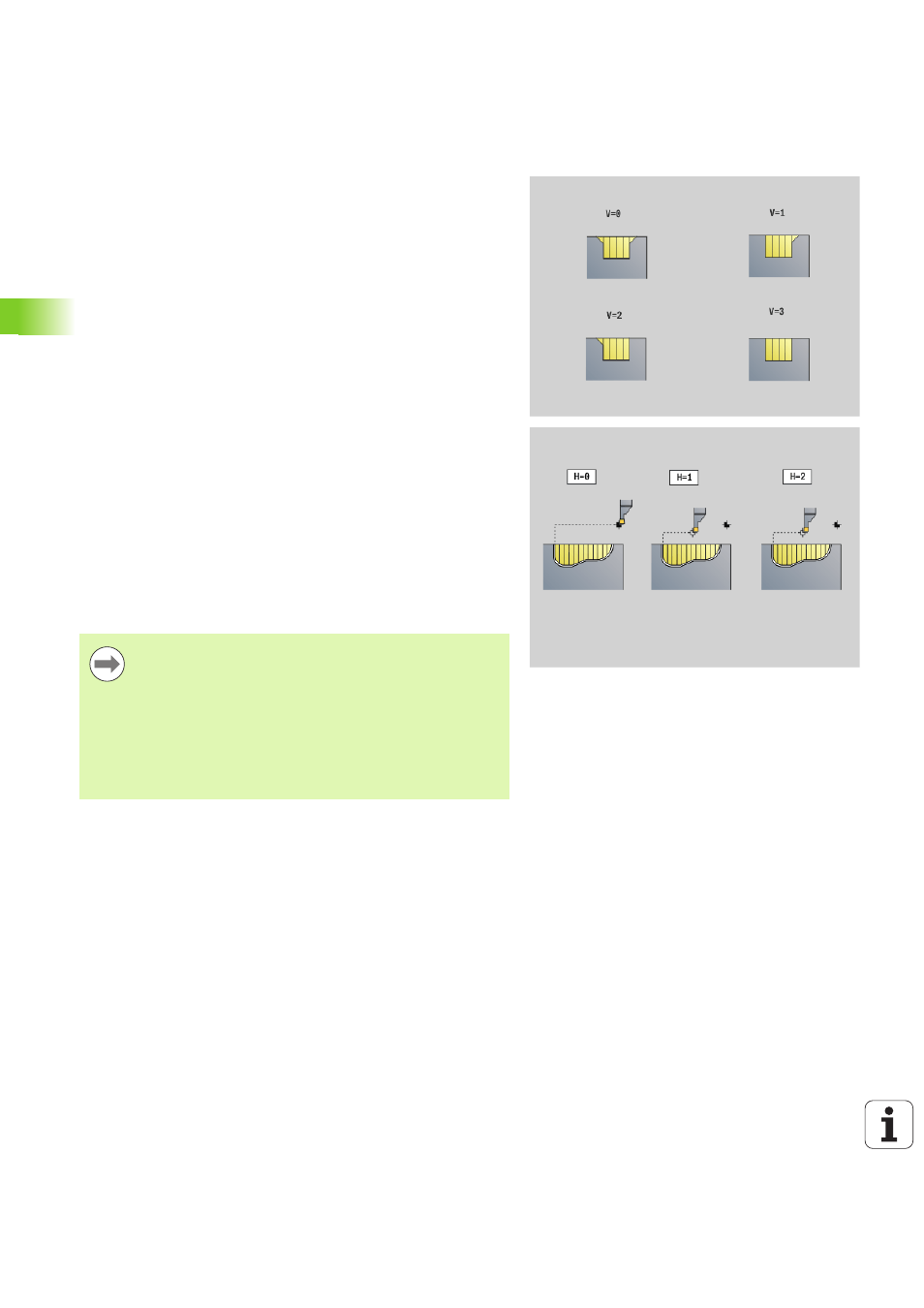
Параметр
H
Тип отвода в конце цикла (по умолчанию: 0)
0: возврат к точке старта
Аксиальная прорезка: сначала направление Z, затем X
Радиальная прорезка: сначала направление X, затем Z
1: позиционирование перед готовым контуром
2: поднятие на безопасное расстояние и остановка
B
Ширина прорези
P
Глубина прорези, на которую подается подача за один ход.
O
Прорезание Отведение
0: поднять ускоренный ход
1: под углом 45°
U
Чистовая обработка элемента
0: Значение из общего параметра
1: детали
2: полностью
Проводится коррекция радиуса режущей кромки.
G57-припуск "увеличивает" контур (в том числе и
внутренние контуры).
G58-припуск
\>0: "увеличивает" контур
<0: не вычисляется
G57-/G58-припуски после окончания цикла
удаляются.
Ход цикла (при Q=0 или 1)
1 Расчет зоны снятия стружки и распределение срезов.
2 Добавление подачи от точки старта для первого среза с
учетом безопасного расстояния.
Радиальное врезание: сначала направление Z, затем X
Аксиальное врезание: сначала направление X, затем Z
3 Врезание (черновой рез).
4 Перемещение назад на ускоренном ходу и добавление
подачи для следующего среза.
5 Повторяется 3...4 раза, пока не будет обработана зона снятия
стружки.
6 При необходимости повторяется 2...5 раз, пока не будут
обработаны все зоны снятия стружки.
7 Если Q=0: выполняется чистовая обработка контура