Продольная черновая обработка g820, 17 циклы точения, связанные с контуром – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03 DIN Programming
Страница 275
HEIDENHAIN MANUALplus 620, CNC PILOT 640
275
4.17 Циклы точения, связанные с контуром
Продольная черновая обработка G820
G820 снимает стружку с определенной области контура. Вы либо
передаете ссылку на контур, который нужно обработать, в
параметры цикла, либо определяете контур напрямую после
вызова цикла (siehe „Работа с применением циклов, связанных с
контуром” auf Seite 270). Обрабатываемый контур может
содержать несколько уклонов. В другом случае поверхность
резания разделяется на несколько участков.
Параметр
ID
Вспомогательный контур - идентификационный номер
обрабатываемого контура
NS
Номер начального кадра (начало раздела контура)
NE
Номер конечного кадра (конец раздела контура)
NE не запрограммирован: элемент контура NS
обрабатывается в направлении определения контура.
Запрограммировано NS=NE: элемент контура NS
обрабатывается в направлении, противоположном
направлению определения контура.
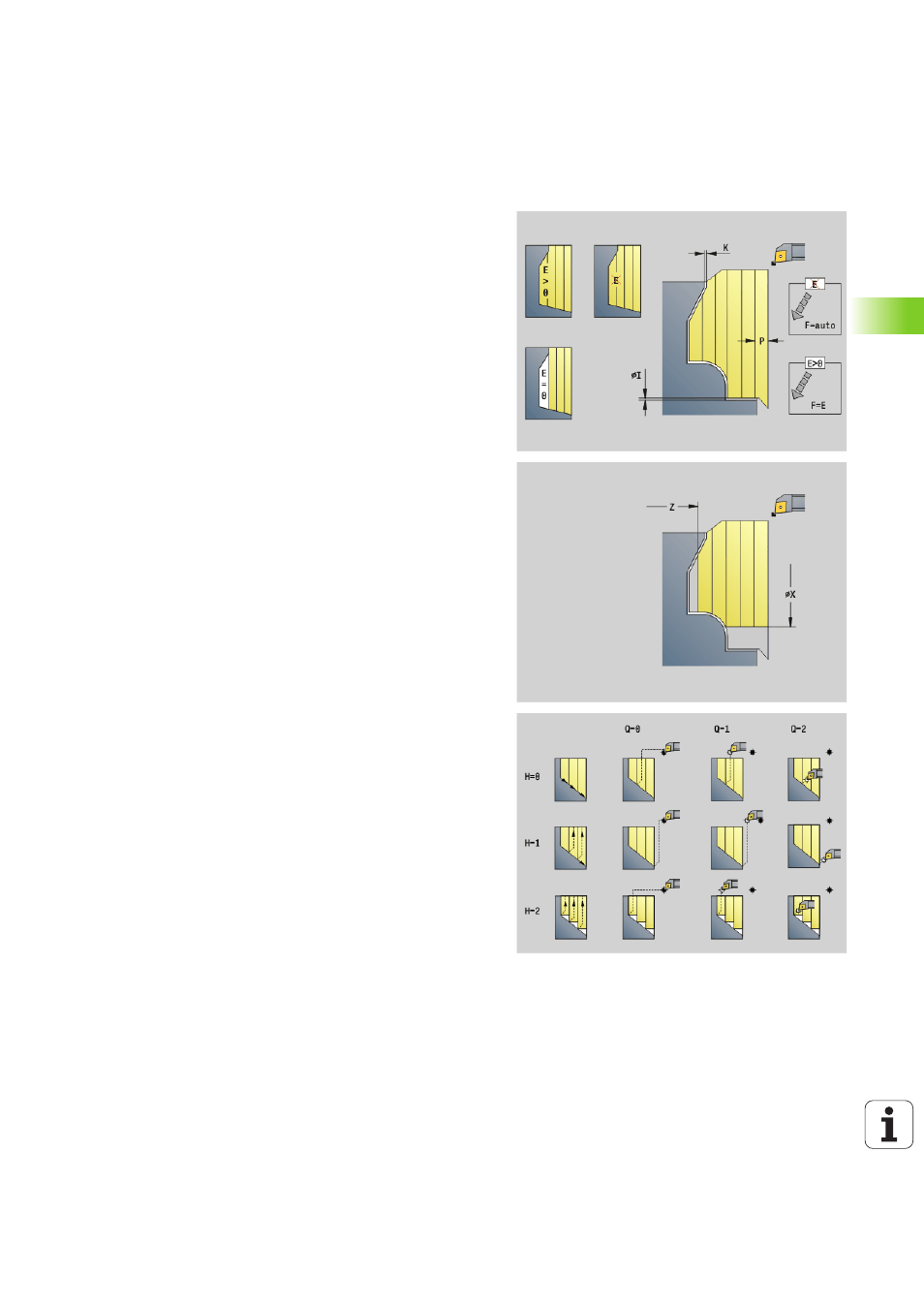
P
Максимальное врезание
I
Припуск в направлении X (диаметр) (по умолчанию: 0)
K
Припуск в направлении Z (по умолчанию: 0)
E
Поведение при врезании
E=0: не обрабатывать ниспадающие контуры
E\>0: подача на врезание
Ввод отсутствует: уменьшение подачи зависит от угла
входа – максимум 50%
X
Ограничение резания в направлении X (диаметр) – (по
умолчанию: ограничение резания отсутствует)
Z
Ограничение резания в направлении Z (по умолчанию:
ограничение резания отсутствует)
A
Угол подвода (привязка: Z-ось) – (по умолчанию: 90°/270°;
перпендикулярно оси Z)
W
Угол отвода (привязка: Z-ось) – (по умолчанию: 0°/180°;
параллельно оси Z)
H
Тип отвода (по умолчанию: 0)
0: снимает стружку после каждого прохода вдоль контура
1: поднимается под углом 45°; сглаживание контура
после последнего прохода
2: поднимается под углом 45°; сглаживание контура не
производится
Q
Тип отвода в конце цикла (по умолчанию: 0)
0: назад к точке старта (сначала направление X, затем Z)
1: позиционирование перед готовым контуром
2: поднятие на безопасное расстояние и остановка