2 icp-пример «резьбовая цапфа – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 470
470
9 Примеры
9.2 ICP-
приме
р
«
резьбов
ая
ца
п
ф
а
» 9.2 ICP-пример «резьбовая
цапфа»
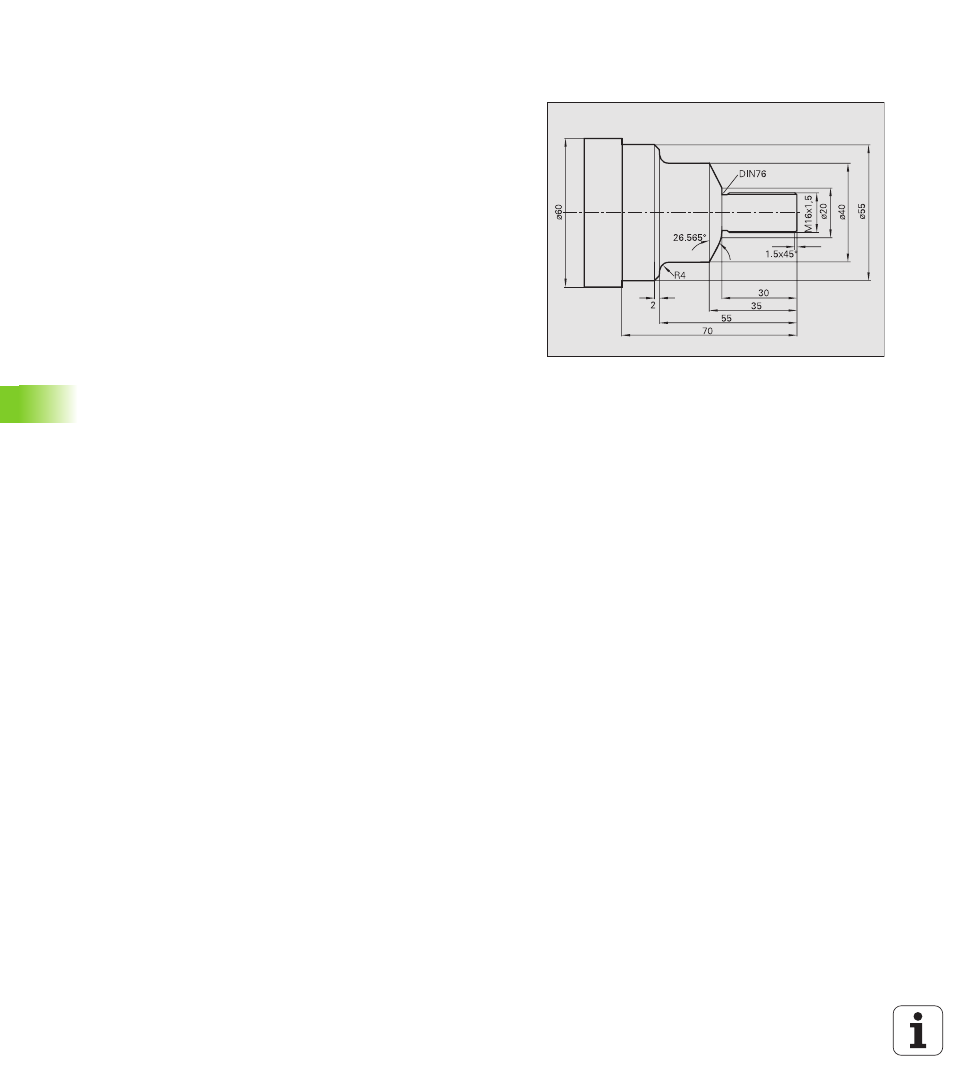
Пример объясняет изготовление резьбовой цапфы с помощью
ICP-программирования. Исходя из чертежа производства
представляются отдельные рабочие шаги для изготовления ICP-
контура и для включения контура в ICP-циклы.
Обработка осуществляется с помощью продольных циклов ICP. К
концу обработки находятся в распоряжении описание контура ICP
и программа циклов.
Используемые инструменты
Инструмент для черновой обработки:
Позиция T1
WO = 1 ориентация инструмента
A = 93° угол в плане
B = 55° угол при вершине
R = 0,8 радиус инструмента
Инструмент для чистовой обработки:
Позиция T2
WO = 1 ориентация инструмента
A = 93° угол в плане
B = 55° угол при вершине
R = 0,5 радиус инструмента
Резьбовой инструмент:
Позиция T3
WO = 1 ориентация инструмента
Рабочий процесс
Зажим обрабатываемой детали (диаметр 60 мм, длина 100 мм)
Наладка станка
–определить нулевую точку обрабатываемой детали
–установление размеров инструмента
переход на «Режим приучения»
Ввод циклов позиционирования для смены инструмента
Создать контур ICP
Включить контур ICP в цикл черновой и чистовой обработки
Выполнить резьбонарезание