15 циклы нарезания внутренной резьбы, Универсальный цикл резьбонарезания g31 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 336
336
6 DIN-программирование
6.15
Цик
л
ы
на
рез
ания
вну
тренной
резьбы
6.15 Циклы нарезания внутренной
резьбы
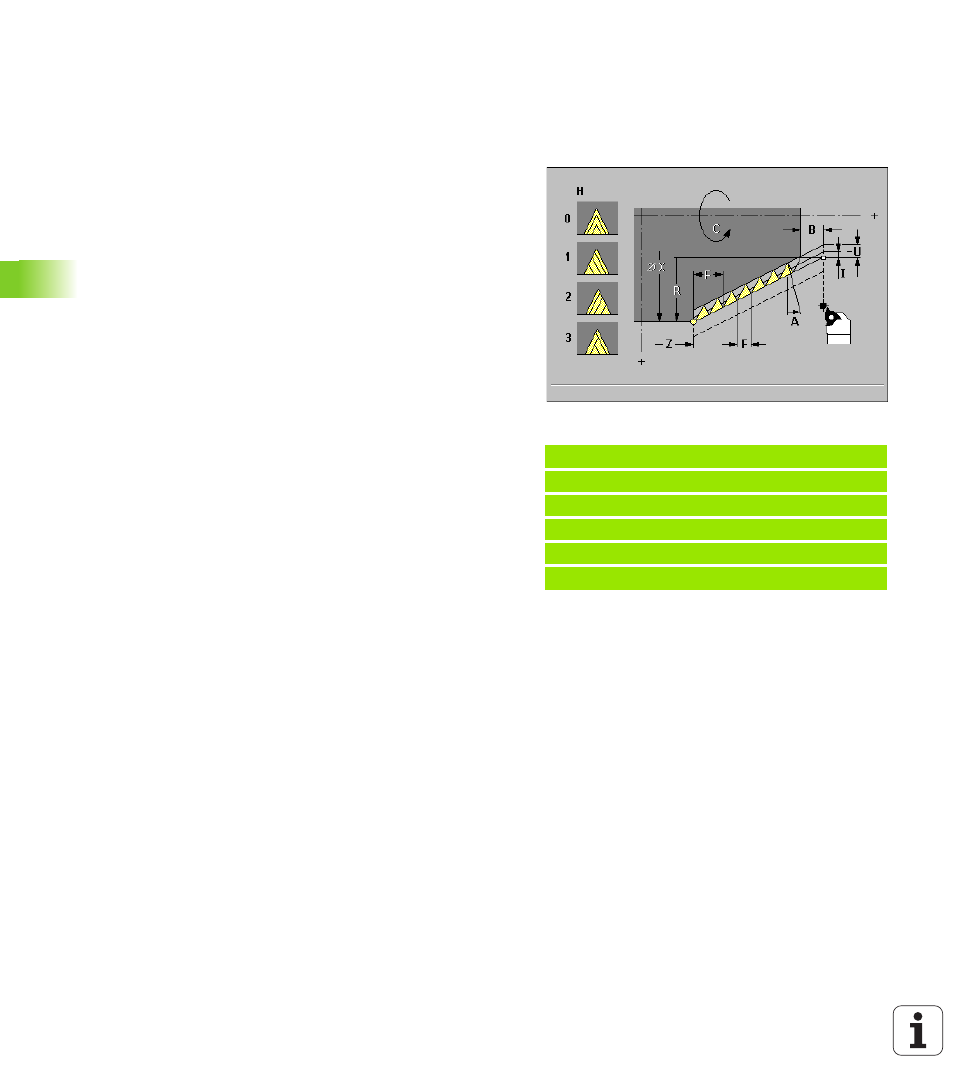
Универсальный цикл резьбонарезания G31
G31 производит резьбу в любом направлении и положении
(продольную, коническую или плоскую, внутернную или
наружную). Можно соединять несколько видов резьбы друг с
другом.
Параметры
X конечная точка резьба (размер диаметра)
Z конечная точка резьба
F шаг резьбы
U глубина резьбы
U>0: внутренная резьба
U<=0: наружная резьба (продольная и торцевая сторона)
U= +999 или –999: глубина резьбы рассчитывается
I максимальный подвод
R разница радиусов (default: 0): разница между диаметром
начала резьбы (XA) и конца резьбы (X). R является
отрицательным при падающем контуре.
R=(X–XA)/2
B длина подвода: промежуток, для ускорения
программированной скорости подачи
нет ввода: внутренний расчет (смотри “Подход резьбы/сбег
P длина переполнения: промежуток, для приторможения
суппорта
нет ввода: внутренний расчет (смотри “Подход резьбы/сбег
A угол врезания: диапазон: 0° < A < 60°
нет ввода: A=arctan (0,5*F/U)
V вид врезания (default: 0)
V=0: константный диагональный проход резания
V=1: константное врезание
V=2: с распределением остаточного прохода
V=3: без распределения остаточного прохода
H вид смещения (default: 0)
H=0: без смещения
H=1: смещение слева в направлении дна резьбы
H=2: смещение справа в направлении дна резьбы
H=3: смещение переменно справа/слева (зигзаг)
Q количество холостых проходов после последнего прохода
резания (default: 0)
C угол старта: положение главного шпинделя при старте
резьбы (default: 0°)
Пример: G31
%31.NC
[G31]
N1 T45 G97 S800 M3
N2 G0 X20 Z5
N3 G31 Z-50 F1.5 I0.2
КОНЕЦ