20 обработка торцовой поверхности, Точка старта контур/быстрый ход g100 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 360
360
6 DIN-программирование
6.20
Обрабо
тка
т
орцов
ой
пов
ер
хно
сти
6.20 Обработка торцовой
поверхности
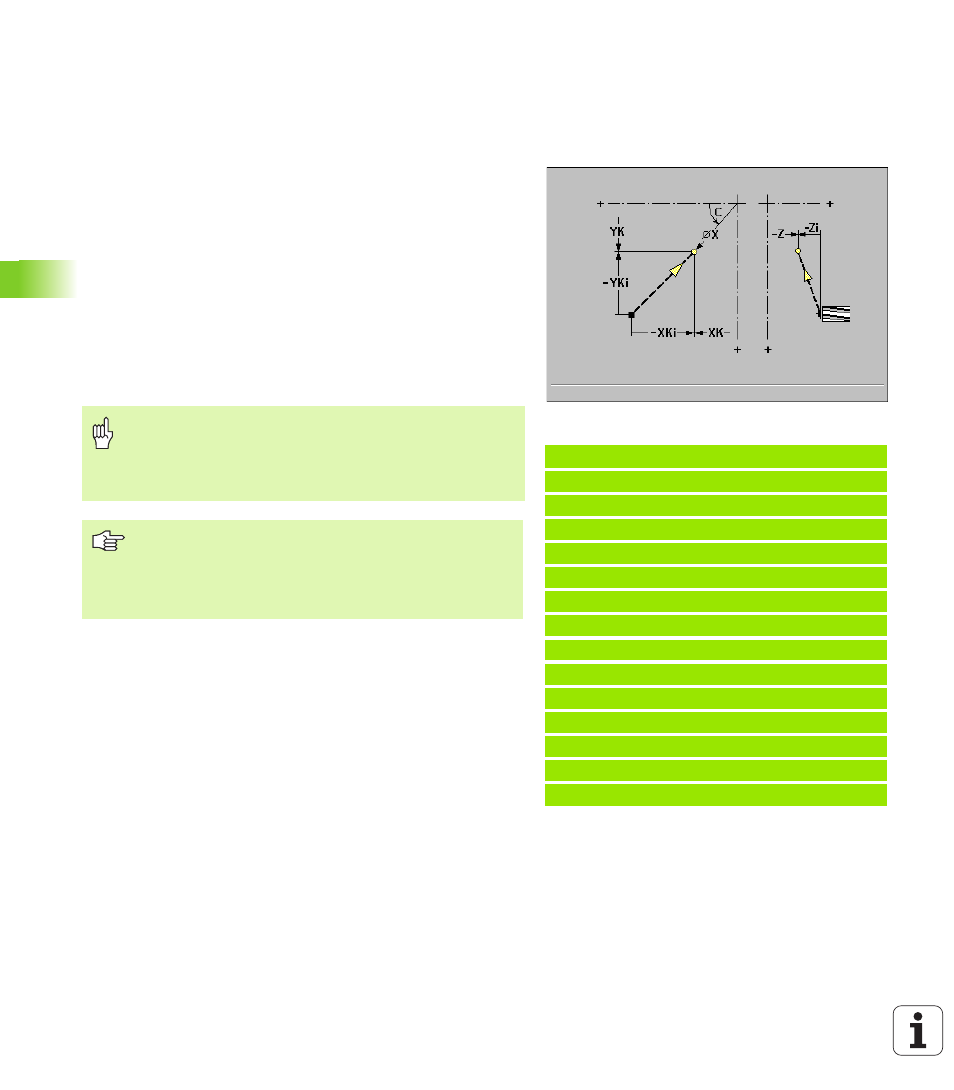
Точка старта контур/быстрый ход G100
Команда геометрии: G100 определяет начальную точку контура
торцовой поверхности.
Команда обработки: иструмент перемещается на ускоренной
подачи по коротчейшему пути к «конечной точке».
Параметры
X конечная точка (размер диаметра)
C конечный угол – направление угла: смотри
вспомогательный рисунок
XK конечная точка (декартово)
YK конечная точка (декартово)
Z конечная точка
Пример: G100
%100.NC
[G100, G101, G102, G103]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE-5 P2 U0.5 R0 I0.5 F0.15 H0 Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
КОНЕЦ
Внимание опасность столковения!
При G100 инструмент выполняет прямолинейное
перемещение- также если программируете только
«C». Используйте G110 для позиционирования
заготовки под определенным уголом.
Определите «начальную точку контура» или
конечную точку либо в полярных либо в
прямоугольных координатах.
только при G100 допускается как команда
обработки: параметр Z