Калибровка api-резьбы, 6 цик л ы резьбы и выт о чки – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 178
178
4 Программирование циклов
4.6
Цик
л
ы
резьбы
и
выт
о
чки
Калибровка API-резьбы
Выбрать «нарезание резьбы»
Выбрать «API-резьба»
Калибровка резьбы подключить
Softkey Внутренная резьба
Вкл: внутренная резьба
Выкл: наружная резьба
Цикл калибрирует одноходовую или многоходовую наружную или
внутренную резьбу API. Так как загатовка уже освобождена,
MANUALplus должен знать точное положение резьбы. Для этого
установите вершину лезвия резьбонарезательного инструмента
по середине хода резьбы и перепишите эти позиции в параметры
«C» и «ZC» (Softkey переписание позиции). Цикл рассчитывает
из этих значений угол шпинделя в «точке старта Z».
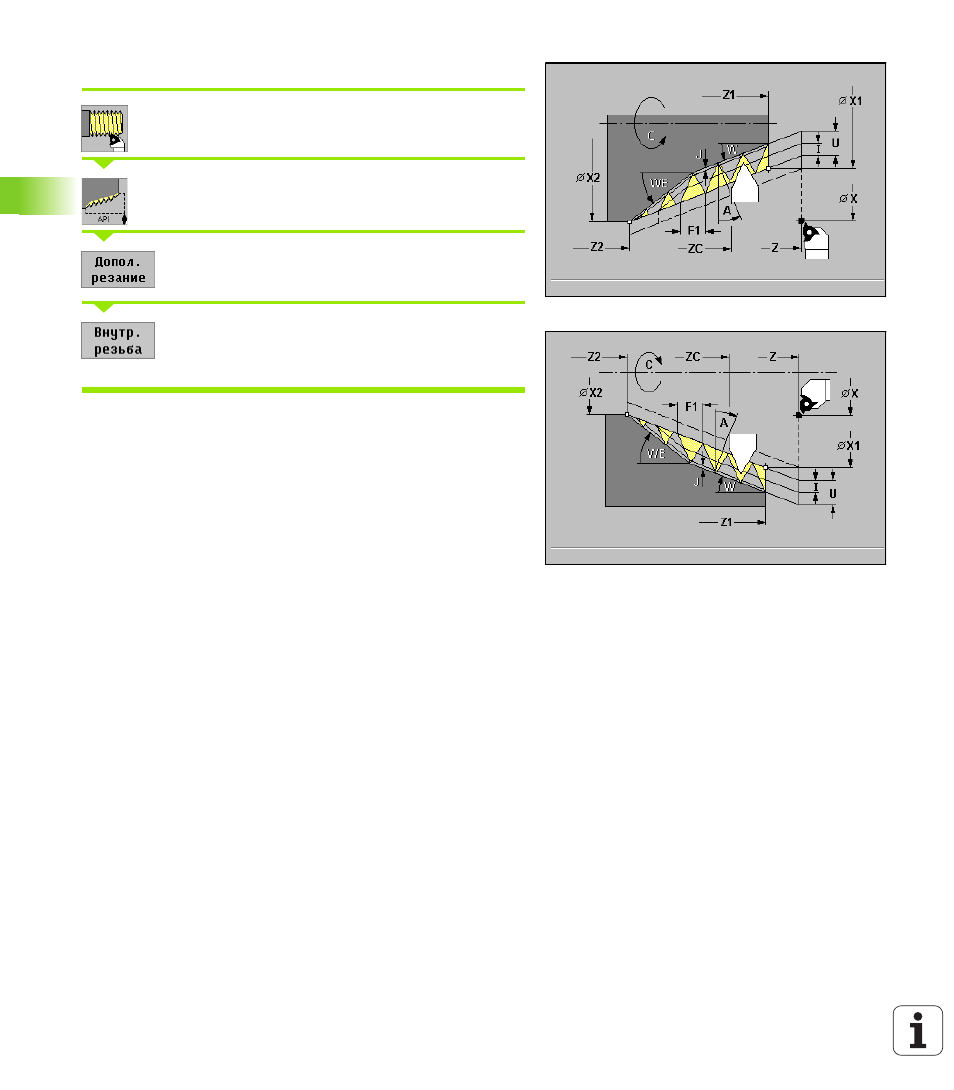
Параметры цикла
X1, Z1 точка старта резьбы (без предварительного пуска)
X2, Z2 конечная точка резьбы (без холостово хода)
C измеренный угол
ZC измеренная позиция
F1 шаг резьбы (= подача)
U глубина резьбы
нет ввода: рассчитывается
Наружная резьба: U=0.6134*F1
Внутренная резьба: U=–0.5413*F1
I 1. глубина прохода
I<U: первый проход с „I“ – каждый следующий проход:
уменьшение глубины прохода до „J“
I=U: один проход
нет ввода: рассчитывается из U и F1
A угол врезания (default: 30°):
Диапазон: –60° < A < 60°
A<0: врезание от левой боковой поверхности
A>0: врезание от правой боковой поверхности
W конусный угол: диапазон: –45° < W < 45°
WE угол сбега: диапазон: 0° < WE < 90°
J глубина остаточного прохода – default: 1/100 mm