Простой цикл прорезки g86, 13 цик л ы выт о чки – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 331
HEIDENHAIN MANUALplus 4110
331
6.13
Цик
л
ы
выт
о
чки
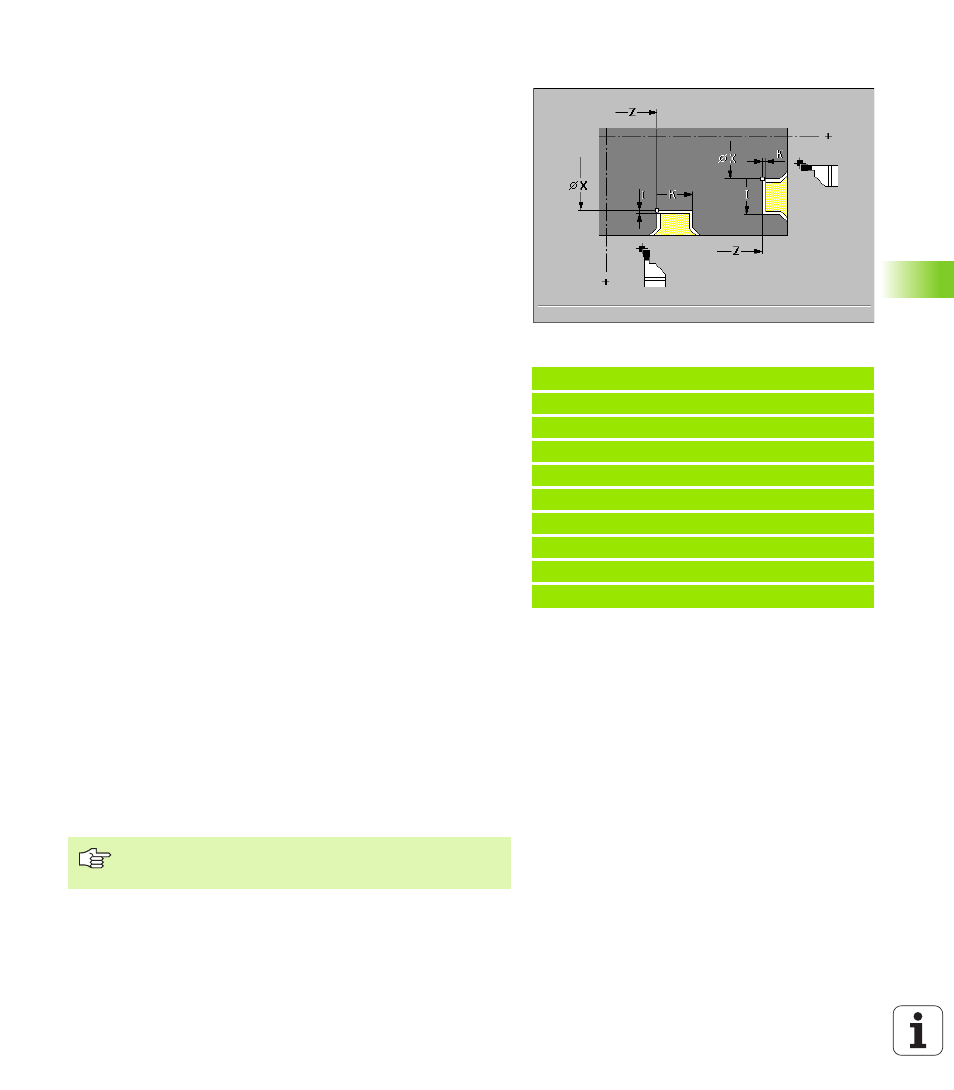
Простой цикл прорезки G86
G86 производит простые радиальные и аксиальные внутренные и
наружные прорезки с фасками. Вид прорезки (радиально/
аксиально, внутри/наружные) установливается на основе
«ориентации инструмнта (смотри “Токарные инструменты” на
Параметры
X угловая точка дна X (размер диаметра)
Z угловая точка дна Z
I припуск
радиальная прорезка: припуск предпрорезки
аксиальная прорезка: ширина прорезки - нет ввода:
наступает один ход прорезки (ширина прорезки = ширина
инструмента)
K ширина
радиальная прорезка: ширина прорезки - нет ввода:
наступает один ход прорезки (ширина прорезки = ширина
инструмента)
аксиальная прорезка: припуск предпрорезки
E выдержка времени при окончательной прорезке (default:
время одного поворота)
Подсказки для отработки цикла:
Если был программирован припуск, то наступает сначала
предпрорезка а потом окончательная прорезка (чистовая
обработка).
Если не хотите фазок, следует позиционировать инструмент
достаточно перед прорезом. Расчет при радиальной прорезке:
XS = XK + 2 * (1,3 – b)
XS: позиция старта (размер диаметра)
XK: диаметр контура
b: ширина фаски
Расчет при аксиальной прорезке проходит аналогично.
После отработки цикла инструмент находится
при радиальной прорезке
X: позиция старта
Z: последняя позиция прорезания
при аксиальной прорезке
X: последняя позиция прорезания
Z: поизция старта
Пример: G86
%86.NC
[G86]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [RADIAL]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [AXIAL]
КОНЕЦ
Коррекция на радиус лезвия: не выполняется.
Припуски: не перерассчитываются