20 обрабо тка т орцов ой пов ер хно сти – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 366
366
6 DIN-программирование
6.20
Обрабо
тка
т
орцов
ой
пов
ер
хно
сти
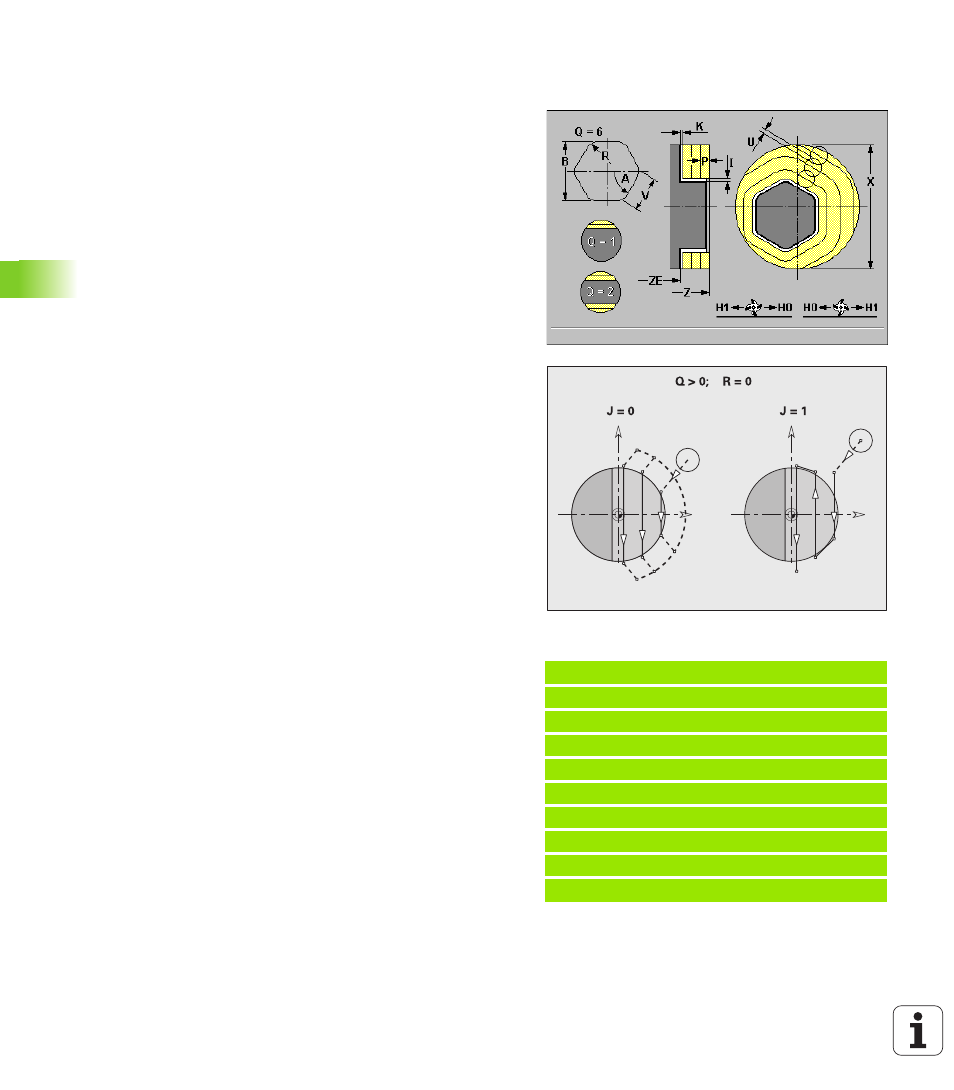
Фрезерование поверхностей торцевая
поверхность G797
G797 ферезрует в зависимости от «Q» поверхности,
многоугольники или определенную в команде после G797 фигуру.
Параметры
X диаметр ограничения
Z верхняя грань фрезерования
ZE дно фрезерования
B раствор (без учета при Q=0): определяет остающийся
материал. При четном количестве поверхностей можно
альтернативно прогаммровать «B» вместо «V».
Q=1: остающаяся толщина
Q>=2: ширина раствора
V длина грани - без учета при Q=0
R фаска/закругление - без учета при Q=0
R<0: длина фаски
R>0: радиус закругления
A угол наклона (база смотри вспомогательный рисунок) – не
учитывается при Q=0
Q количество поверхностей (default: 0)
Диапазон: 0 <= Q <= 127
Q=0: после G797 наступает описание фигуры
Q=1: одна плоскость
Q=2: две на 180° смещенные плоскости
Q=3: треугольник
Q=4: прямоугольник, квадрат
Q>4: многоугольник
P максимальное врезание (default: общая глубина одним
подводом)
U коэффицент перекрытия (default: 0,5): минимальное
перекрытие траекторий фрезерования = U*диаметр фрезы
I припуск параллельно к контуру
K припуск Z (в направлении подвода)
F подача врезания для врезания на глубину (default: активная
подача)
E редуцированная подача для круговых элементов (default:
активная подача)
H направление фрезерования (default: 0): влияет вместе с
направлением вращения фрезы на направление
фрезерования (смотри вспомогательный рисунок)
H=0: встречное
H=1: попутное
O черновая/чистовая обработка (default: 0)
O=0: черновая обработка
O=1: чистовая обработка
Пример: G797
%797.NC
[G797]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G797 X100 Z0 ZE-5 B50 R2 A0 Q4 P2 U0.5
N6 G100 Z2
N7 M15
КОНЕЦ